

S.K.Gupta. BE. C.E., FIIW, FIE, MSNT, MAE, MITD
GMAW process enjoys widespread use because it is operator friendly and for its ability to provide high quality welds, for a wide range of ferrous and non-ferrous alloys, at a low cost. In manufacturing and fabrication where Welding, especially Gas Metal Arc welding is used extensively, divergent views from all possible sources confuse the Welding Engineers and Operators at the planning stage and at the shop floor.
In this article an analytical approach is made on the use of different shielding gases used in Gas Metal Arc Welding for effective and efficient welding of different metals and alloys. Shielding gases are necessary for gas metal arc welding to protect the welding area from atmospheric gases such as nitrogen and oxygen, which can cause fusion defects, porosity, and weld metal embrittlement if they come in contact with the electrode, the arc, or the welding metal. In GMAW shielding gases are employed to protect the weld from atmospheric contamination. This eliminates slag, the hard residue from the flux that builds up after welding and must be chipped off to reveal the completed weld as in SMAW process.
Selection of shielding gas for GMAW
In GMAW the selection of the correct shielding gas for a given application is critical to the quality and productivity of the finished weld. The major criteria used to make the selection are :
- Desired mechanical properties of the deposited weld metal.
- Material thickness and joint design.
- The mode of GMAW metal transfer.
- Electrode composition – alloying elements.
- Material condition – the presence of mill scale, corrosion, resistant coatings, or oil.
- The welding position.
- Fit-up conditions.
- Desired penetration profile.
- Desired final weld bead appearance.
Shielding gases respond in different ways under the heat of the arc. The flow of current in the arc and its magnitude has a profound effect on the behavior of the transferred molten droplet. In some welding situation a particular shielding gas will be best to use in one transfer mode, but will not be able to meet the needs of another. Three basic criteria are useful to understand the behavior and the properties of shielding gas:
- The chemical reactivity of the shielding gas with the molten weld puddle
- Ionization potential of the gases used.
- Thermal conductivity of the shielding gases used.
Details of the arc physics associated with specific shielding gases guide the selection of the best shielding gas for the application are provided below:
Inert Shielding Gases
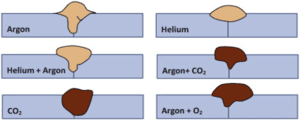
Argon and helium are the two inert shielding gases used for protecting the molten weld pool of which Argon is the most commonly used inert gas. Compared to helium its thermal conductivity is low. Its energy required to give up an electron, ionization energy, is low, and this results in the finger-like penetration profile associated with its use.
PROPERTIES OF INERT SHIELDING GASES
| FUNCTION | ARGON | HELIUM |
| IONIZATION POTENTIAL a. ARC INITIATION b. ARC STABILITY |
15.8 eV GOOD GOOD |
24.6 eV POOR POOR |
| THERMAL CONDUCTIVITY (cal/sq.cm/cm |
-4 0.406 x 10 |
-4 3.32 x 10 |
| DENSITY (RELATIVE TO AIR) | 1.38 | 0.137 |
| CLEANING ACTION | GOOD | POOR |
However, in order to become a conductive gas, that is, a plasma, the gas must be ionized. Different gases require different amounts of energy to ionize, and this is measured in terms of the ionization energy – eV.
- For argon, the ionization energy is 15.8 eV.
- Helium, on the other hand, has an ionization energy of 24.6 eV. Thus, it is easier to ionize argon than helium. For this reason argon facilitates better arc starting than helium.
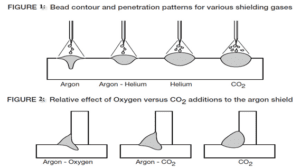
Again, the thermal conductivity, or the ability of the gas to transfer thermal energy, is the most important consideration for selecting a shielding gas. High thermal conductivity levels result in more conduction of the thermal energy into the workpiece. The thermal conductivity also affects the shape of the arc and the temperature distribution within the region resulting different Penetration pattern. Argon has a lower thermal conductivity rate — about 10% of the level for both helium and hydrogen. The high thermal conductivity of helium will provide a broader penetration pattern and will reduce the depth of penetration. Gas mixtures with high percentages of argon will result in a penetration profile with a finger-like projection into the base material, and this is due to the lower thermal conductivity of argon.
Argon supports axial spray transfer. Nickel, copper, aluminum, titanium, and magnesium alloyed base materials use 100% argon shielding. Argon, because of its lower ionization energy also assists arc starting. It is the main component gas used in binary two-part) or ternary (three-part) mixes for GMAW welding. It also increases the molten droplet transfer rate.

Helium is commonly added to the gas mix for stainless and aluminum applications. Its thermal conductivity is very high, resulting in the broad but less deep penetration profile.
When in use, arc stability will require additions of arc voltage. Helium additions to argon are effective in reducing the dilution of base material in corrosion resistant applications. Helium/argon blends are commonly used for welding aluminum greater than 1” (25 mm) thick.
Reactive Shielding Gases
Oxygen, hydrogen, nitrogen, and carbon dioxide (CO2) are reactive gases. Reactive gases combine chemically with the weld pool to produce a desirable effect.
Carbon Dioxide (CO2) is inert at room temperature. In the presence of the arc plasma and the molten weld puddle it becomes reactive. In the high energy of the arc plasma the CO2 molecule breaks apart through a process known as dissociation. In this process, free carbon, carbon monoxide, and oxygen are released from the CO2 molecule. This occurs at the DC+ anode region of the arc. At the DC- cathode region, which is invariably the work piece for GMAW, the released elements of the CO2 molecule undergo the process of recombination. During the recombination process higher energy levels prevail and cause the deep and broad penetration profile that characterizes the use of carbon dioxide.
Dissociation and Recombination
During the process of dissociation, the free elements of the CO2 molecule (carbon, carbon monoxide, and oxygen) mix with the molten weld pool and recombine at the colder cathode region of the arc to form, once again, carbon dioxide. The free oxygen thus released combines chemically with the silicon, manganese, and iron to form oxides of silicon, manganese and iron. Such formed oxides, commonly referred to as silica islands, float to the surface of the weld pool and then solidify into islands on the surface of the finished weld or collect at the toes of a weld. Higher levels of carbon dioxide (higher oxidation potential) increases the amount of slag formed on the surface of the weld. Lower levels of carbon dioxide (lower oxidation potential) increase the amount of alloy, silicon and manganese retained in the weld. As a result, lower carbon dioxide levels, in a binary or ternary shielding gas blend, increase the yield and ultimate tensile strength of a finished weld.
Oxygen (O2) is an oxidizer that reacts with components in the molten puddle to form oxides. In small additions (1-5%), with a balance of argon, it provides good arc stability and excellent weld bead appearance. The use of deoxidizers within the chemistry of filler alloys compensates for the oxidizing effect of oxygen. Silicon and manganese combine with oxygen to form oxides. Hydrogen (H2) in small percentages (1-5%), is added to argon for shielding stainless steel and nickel alloys. Its higher thermal conductivity produces a fluid puddle, which promotes improved toe wetting and permits the use of faster travel speeds.
| SHIELDING GAS SELECTION GUIDE | ||
| CO2 | ARGON + CO2 | ARGON + O2 |
| Higher Fume Levels | Lower Fume Levels | Lowest Fume Levels |
| Deeper Penetration | Shallower Penetration | More Rounded Penetration |
| More Violent or Inconsistant arc transfer | Smoother Arc Transfer | Smoother Atc Transfer |
| Lower Cost | Higher Cost | Highest Cost |
| Higher Spatter | Lower Spatter | Lowest Spatter |
| Less Radiated Heat | More Radiated Heat | Most Radiated Heat |
| Less Attractive Beads | More Attractive Beads | More Attractive Beads |
| Pulse Welding NOT Possible | Pulse Welding Possible | Pulse welding Possible |
| Spray Transfer NOT Possible | Spray Transfer Possible | Spray Transfer Possible |
| GAS | EFFECTS PRODUCED | ARC BEHAVIOUR | COST |
| Hydrogen (H2) | Better bead surface, higher arc temperature, good ignition, higher weld speed | Stable, concentrated arc | Cheap |
| Argon (Ar) | Inert noble gas, improves oxide breakdown, improved control of the weld pool, confined penetration | Stable arc | Moderate |
| Helium (He) | Inert noble gas, supplies more heat input, improves penetration and fluidity of weld pool | Unstable, wandering arc | Expensive |
| Nitrogen (N2) | Can build nitrides in high temperatures | Wandering arc | Cheap |
| Carbon Dioxide ( CO2) | Used in small ratio to oxidize and stabilize the arc, improves wettability of the weld bead,deep weld penetration | Unstable arc | Cheap |
| Oxygen (O2) | Used in small ratio to oxidize and stabilize the arc, improves weld pool fluidity & weld penetration | Never used alone | Cheap |
Binary Shielding Gas Blends
Two-part shielding gas blends are the most common and they are typically made up of either argon + helium, argon + CO2, or argon + oxygen.
Argon + Helium
Argon/helium binary blends are useful for welding nickel based alloys and aluminum. The mode of metal transfer used is either axial spray transfer or pulsed spray transfer. The addition of helium provides more puddle fluidity and flatter bead shape. Helium promotes higher travel speeds. For aluminum GMAW, helium reduces the finger-like projection found with pure argon. Helium is also linked to reducing the appearance of hydrogen pores in welds that are made using aluminum magnesium fillers with 5XXX series base alloys. The argon component provides excellent arc starting and promotes cleaning action on aluminum.
Argon + CO2
The most commonly found binary gas blends are those used for carbon steel GMAW welding. All four traditional modes of GMAW metal transfer are used with argon/CO2 binary blends.
They have also enjoyed success in pulsed GMAW applications on stainless steel where the CO2 does not exceed 4%. Axial spray transfer requires CO2 contents less than 18%.
Argon + Oxygen
Argon/oxygen blends attain axial spray transfer at lower currents than argon/CO2 blends. The droplet sizes are smaller, and the weld pool is more fluid. The use of argon + oxygen has historically been associated with high travel speed welding on thin materials. Both stainless steel and carbon steel benefit from the use of argon/oxygen blends.
Ternary Gas Shielding Blends
Three-part shielding gas blends continue to be popular for carbon steel, stainless steel, and, in restricted cases, nickel alloys. For short-circuiting transfer on carbon steel the addition of 40% helium, to argon and CO2, as a third component to the shielding gas blend, provides a broader penetration profile. Helium provides greater thermal conductivity for short-circuiting
transfer applications on carbon steel and stainless steel base materials. The broader penetration profile and increased sidewall fusion reduces the tendency for incomplete fusion.
For stainless steel applications, three-part mixes are quite common. Helium additions of 55% to 90% are added to argon and 2.5% CO2 for short-circuiting transfer. They are favored for
reducing spatter, improving puddle fluidity, and for providing a flatter weld bead shape.
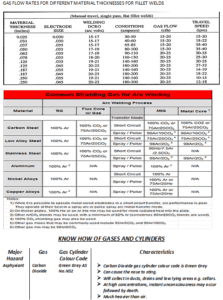
Common Ternary Gas Shielding Blends.

| Process | Wire Dia.(mm) | Voltage | Ampere | Shielding Gas |
| GMAW Spray Transfer | 0.9 | 28 – 32 | 165 – 200 | 98% Argon + 2 % Oxygen OR 75% Argon + 25% CO2 |
| 1.14 | 30 – 34 | 180 – 220 | ||
| 1.6 | 30 – 34 | 230 – 260 | ||
| GMAW Short Circuit Transfer | 0.9 | 22 – 25 | 100 – 140 | 100% CO2 |
| 1.14 | 23 – 26 | 120 – 150 | 75% Argon + 25% CO2 |




| Welding Gas Bottle Sizes & Dimensions Chart | |||
| Compressed Welding Gas Bottle Sizes | Diameter | Height | Tare Weight |
| G2 gas cylinder size | 230mm | 1460mm | 54kg |
| E2 gas cylinder size | 204mm | 780mm | 24.5kg |
| D2 gas cylinder size | 176mm | 550mm | 13.7kg |
| G gas cylinder size | 310mm | 795mm | 55kg |
| E gas cylinder size | 210mm | 770mm | 22kg |
| VT gas cylinder size | 215mm | 625mm | 13.5kg |
| F gas cylinder size | 215mm | 1245mm | 23.5kg |
| 9kg gas bottle size | 315mm | 510mm | 9kg |
| 15kg gas bottle size | 305mm | 735mm | 9.7kg |
| 45kg gas bottle size | 375mm | 1250mm | 33kg |

FOR EFFECTIVE AND EFFICIENT USE THE PRODUCT FEATURES MUST BE
- Hassle Free Knob Style Pressure Dial That Allows For Hassle-Free, No-Tool Adjusting.
- Dual Gauges For Maximum Control Of How Much Pressure Goes In And Out Of The Keg.
- Smart Barbed Output For Easily Connecting/ Switching Between Kegs And Tanks.
- Shut-Off Valve With Built-In Check Valve For Beer Back-Up Prevention.
- Pressure Safety & Permanent Seal At The Inlet Nipple That Provides. Enhanced Protection Of Leaks.
- Heavy Duty Construction.
- Heavy Duty Dual Gauges.
- Big Body For Less Pressure Fluctuation.
- Large Adjustment Knob With Lock Ring, No Tool Required.
- Outlet Barb Sized For Use With 5/16” ID Gas Hose.
- Regulator Has A Pressure Safety System With Blow Off At 55 To 60 PSI.
- Eliminates The Need For Fiber Washers Upon Refill.
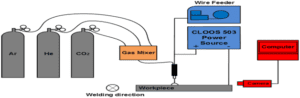
SUPPLY AND CONTROL OF GAS MIXTURES
Supply of Shielding Gas with correct mix and correct flow is crucial in effecting quality and productivity in Gas Metal arc Welding. Any change in Gas Mix or Flow parameters greatly affects the arc transfer characteristics and resultant weld quality. The shielding gas supply system thus greatly affects the cost effectiveness and productivity in GMAW.
The problem in large fabrication workplace with the current system of gas supply in cylinders with mixed gases is expensive and gas mixers are often inaccurate. A technology with correct mixture of gases from separate reservoirs in a mixing set up will cost less for bulk use.
Gas Mixtures
Various mixtures of standard gases have been found to enhance the GMAW process. Argon/Oxygen. Adding small amounts of oxygen, normally 1 to 5 percent, to argon greatly stabilizes the welding arc, increases the filler metal droplet rate, lowers the spray transition current, and influences bead shape. The weld pool is more fluid and stays molten longer, allowing the metal to flow out toward the weld toes.

Gas Supply Costs
The cost of production is a critical factor in selecting the most efficient welding process to use. It is also needed to consider the expense associated with shielding gas mixtures. The cost of basic gases and gas mixtures for welding can vary greatly. CO2 is the least expensive, while helium is most expensive; argon is priced between the two.
However, the shielding gas selection should not be based purely on cost per cubic foot. Shielding gas is not just a single-purpose commodity in the welding equation; it is a critical element in the group of basic technologies that make up the welding process.

As critical as it is to the process, shielding gas usually is one of the less expensive elements. A reduction in labor cost, for example, would have a much greater effect on overall expenses than the selection of a lower-cost gas or gas mixture.
Interestingly, the approach to gas supply can help reduce labor costs. The installation of a central gas supply outside of the work for instance, can alleviate the need for the weld operator to be responsible for the gas supply, making that operator more efficient in the welding process.
Another factor to consider is the use of gas-mixing devices to supply the gases as required. Mixed gases supplied in individual cylinders come at a premium price, resulting in higher overall process costs. Gas mixers can be installed at the point of supply, which is a good choice when many operators are using the same gas mixture for an extended period of time, or at the point of use which is better if different mixtures are to be used by various operators. If the volume of gases is high, cryogenic vessels can be more cost-effective than compressed-gas cylinders. All gases can be supplied in cryogenic vessels except helium and hydrogen.
The use of a gas-mixing system in conjunction with a central gas supply is determined by the volume of gases used. The mode of supply can be decided by considering :
- How does the shielding gas selection affect the weld?
- What is the best blend for the application?
- What is the best method of gas supply?
- How critical is the accuracy of the gas mix to this application?
As each job changes, the requirements also might change. Knowing the options for gas types and supply methods will help to choose the most efficient and cost-effective products for GMAW process in use.
CONCLUSION
Selection and use of shielding gases in Gas Metal Arc Welding Processes for joining different metals and alloys need in depth knowledge of the properties and behavior of gases under different conditions for effective and efficient production of welds. It is not only shielding, but enhancement of metal transfer, compatibility to different metals and alloys, gas mixing, flow rates all are influenced by the shielding gases.



{kind=link}