


Author: Dr. M. K. Sharma, AequitasVeritas Industrial Services, Oslo/Vadodara
Weld overlay cladding in offshore oil and gas projects ensure steady demand for high-performance alloys for years to come. Corrosion and corrosion prevention costing the subsea industry billions of dollars every year, the selection of materials to ensure the safe long-term operation of equipment such as pipelines & accessories and valves is vital, especially in deep sea operations. Hydrogen sulfide, dissolved carbon dioxide and various chlorides are all present in fossil fuels delivered from subsea fields. A sour service at high temperature is more corrosive, while the same service at high pressure is more erosive. A combination of the two is potentially hazardous and has serious implications on decisions such as whether to manufacture from high-cost corrosion resistant alloys, or to coat low-cost carbon steels using techniques such as weld overlay cladding. Where maximum protection is needed, corrosion-resistant alloys (CRAs), including austenitic and ferritic / marten sitic stainless steels, duplex stainless steels or the more complex high nickel chromium alloys, must be considered
The advances of clad welding of low C-steel flange used in Oil & Gas industry to optimize the cost effecting solution to offshore/subsea industry. Oil industry looks various ways of advancement in welding by cladding over carbon steel components / Flanges specifics in piping systems. The material grade of flange depends upon the type of fluid involved and environment where the pipe is supposed to be used. Generally, those types of flanges are preferred which can be incorporated with low cost optimization and multiple subsea applications using the advance technology in overlay& clad welding. Cladding is the metallurgical process of welding or coating a metal onto another metal under high temperature / pressure, in order to protect the inner material from high corrosion. The cladding process over carbon steel flange is a cost effective method to other corrosion resistance materials like CRA (Corrosion resistance alloys) or duplex or bare Inconel flange used in highly corrosive environment.
Introduction
In offshore projects or subsea piping, the corrosion resistance requirement is exceptionally undebatable. Cladding is better way to prevent corrosion of the low alloy material involved in the flange forging. Cladding over carbon steel pipes is cheaper than using duplex stainless steel or Ni base alloy. Cladding refers to a process where a metal, CRA or composite (the cladding material) is bonded, mechanically/metallurgical or through some other high pressure and temperature process onto another substrate to enhance its corrosion resistance, durability, strength or appearance. The majority of clad products made today used carbon steel as the substrate and Inconel (625/715 nickel alloys) and SS as the clad materials to be bonded. Seawater is naturally corrosive but the internal reservoir fluids can also add to this corrosion. The contents of the piping typically contain aggressive elements such as chlorides, sand, organic acids, carbon dioxide (sweet crude), and hydrogen sulfide (sour crude). Coated tubing, inhibitors, and corrosion resistant alloys (CRA’s) are commonly used to combat corrosion in these areas. Corrosion due to sour crude, increases with temperature and with increasing sulfur content. Chromium based alloys are commonly used for resistance to sulfur compounds. Low cost optimization solution to carbon steel flange cladded with 625 is discussed in this article.
Inconel 625
Nickel Alloy 625 is used both for its high strength and outstanding aqueous corrosion resistance base material or or as an welding filler. The strength of Nickel Alloy 625 is primarily a solid solution effect from molybdenum and columbium. Nickel Alloy 625 has excellent weldability. The matching filler metals are often used for dissimilar metal joining and to weld the aqueous corrosion steel.Welding INCONEL alloy 625 is readily joined by conventional welding processes and procedures.
Typical Applications for the Nickel Alloy 625 include:
- Chemical process equipment handling mixed acids both oxidizing and reducing
- Flue gas desulfurization scrubbers
- Evaporators for wet-process phosphoric acid containing H2SO4, HF and ferric salts
- Weld Overlay
Metallurgy
Inconel alloy 625 is a solid-solution matrix stiffened face-centered-cubic alloy. The alloy may contain carbides, which are inherent in this type of alloy. Carbides that can be found are MC and M6C (rich in nickel, niobium, molybdenum, and carbon). In addition M23C6, a chromium-rich carbide, appears in solution-treated material exposed at lower temperatures. The hardening effect that takes place in the material on exposure in the range centered around 1200°F is due to sluggish precipitation of a nickel-niobium-rich phase, gamma prime.
Weld Cladding
The term weld cladding usually denotes the application of a relatively thick layer (3 mm or more) of weld metal for the purpose of providing a corrosion-resistant surface. Typical base metal components that are weld-cladded include the internal surfaces of carbon and low-alloy steel flanges, pressure vessels, reactors, tube sheets, nuclear reactor containment vessels, and hydrocrackers. The cladding material is usually an austenitic stainless steel or a nickel-base alloy (625 or 715). Weld cladding is usually performed using GMAW process, Laser process or submerged arc welding. However, flux-cored arc welding (either self-shielded or gas-shielded), plasma arc welding, and electro-slag welding can also produce weld claddings. Filler metals are available as covered electrodes, coiled electrode wire, and strip electrodes.
Weld Overlay and Process Used
Eventually the clad welding in this project for North sea was conducted using GMAW process and after a number of tests i.e. cladded flange was qualify for the subsea application and approved as per requirement. The flanges had grooves which were prone to wear and corrosion and hence were required to be welded with corrosion resistance material (625). The welding was carried out by automated GMAW process in the grooved as shown in drawing (Fig.1), cladded region was machined to the required dimension, inspected &tested.


Fig.1: Flange drawing (Material: ASTM A694 F52, Job: Forged flange 22” size).
The subsea forging is made in accordance with the requirement of North seaproject specification, and the necessary tests were done in order to identify its chemical and mechanical properties requirements (Table-1).The steel melting is done in electric arc furnace, under vacuum degassing which improves the properties of the resulted billets or ingots to be used in forging.
Table-1: Chemistry and mechanical properties of F52 Forging.
| Chemistry | C | Mn | Si | P | S |
| F52 | 0.26 max | 1.60 max | 0.15 to 0.35 | 0.025 max | 0.025 max |
| V | Al | B | N | Ceq | |
| 0.08 max | 0.015- 0.055 | 0.0005 max | 0.010 max | 0.43 max | |
| Mechanical Properties | Y.S 0.2% [MPa] |
T.S [MPa] |
E [%] |
CVN J (-20°C) |
|
| Room T | 360 min | 455 min | 20 min | 27 Min | |
GMAW weld process is used to clad Inconel 625 alloy over low carbon steel flange as shown in Fig.2. Gas metal arc welds were made with 1.2 mm diameter welding wire, argon + 2% oxygen shielding gas and heat inputs ranging from 0.67 KJ/mm. The chemistry and mechanical properties of filler wire used in this welding are shown in another paper.
Welding Procedure Specifications : According to ASME IX
Welding process : GTAW/Automatic/Hotwire
Parent Metal : F52 ASTM A694
Filler Wire : AWS A5.14: ERNiCrMo-3 (1.2mm)
Wire Type : INCONEL 625
Shielding Gas : Argon + 2% O2
Welding Positioning : Horizontal
Joint Type : Overlay, Cladding
Heat Input : 0.6 KJ/mm
Heating Method : Propane (preheat)
Preheating Temperature min. : 136°C
Inter-pass Temp. Max. : 250°C




Fig.2: Weld cladding over carbon steel forged flange.
Non Destructive Examination
The visual examination, LPT and MPT is carried out on cladded flange after final machining. Qualified NDT operators as per European norms conducted NDT who are minimum PCN LV-2, for the NDT testing. The surfaces of forged items cleaned to BS 7079 before inspection performed. NDT inspection was carried out in accordance with DNV OS-F101 App-D.
Visual Examination
All flanges in the finished condition were 100% visually inspected for surface finishes and to ensure compliance with visual and dimensional tolerances. Visual examination shall in general comply with DNV OS-F101 Appendix D C400 and B800 for welds. Fig.3 asshows the casting defect observed during visual inspection at 5X magnification. Porosity in weld after cladding 2.99mm is also observed which is very close to reject but less than the 3.0 mm acceptable criteria, therefore it was accepted. Acceptance criteria: No visible defects.
Dye-Penetrant Examination
All flanges were examined by DPI over 100% of their external and accessible internal surfaces including bevel ends in accordance with DNV OS-F101 Appendix D C222 (and B600 for welds). Dye penetrant testing is shown in fig.3and no defects were observed.
Magnetic Particle Examination
All flanges were examined by MPI over 100% of their external and accessible internal surfaces excluding cladded bevel groove (Non-magnetic) in accordance with DNV OS-F101 Appendix-D, D200 or ISO 17638 as per following testing procedure. No special procedure qualification test is required. Acceptance criteria:
Crack-like indications: not permitted.
Linear indications with length more than 2 mm or three times the width: not permitted.
Linear indications with length < 1.5 mm may be deemed irrelevant.
Rounded indication: Diameter < 3 mm, accumulated diameter in any 100×150 mm area < 8mm.
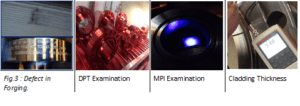
Cladding Thickness
Cladding thickness measurements was carried out using Fischer Deltascope FMP30/FGB2. The equipment accuracy & precision which is important of the Deltascope is mentioned below. The equipment measurement principal by magnetic method is in accordance to ISO2178. The cladding thickness measured value is shown in Fig.3 above.
Deltascope FMP30: DIN EN ISO 2178/ASTM D7091-Magnetic Induction Method Manual
Accuracy: Up to 0.1mm – ± 0.0015mm and Precision: Up to 0.1mm – ± 0.0003mm
ISO 2178:Non-magnetic coatings on magnetic substrates – Measurement of coating thickness
Thickness acceptance criteria: Defined in project specification which is min 3mm.
Conclusions
Based on the above experience during this project, following conclusion can be drawn.
- Cladding of Inconel 625 over C-steel by GMAW is cost effective solution.
- Automation of clad welding in offshore project is useful for better welding quality.
- Defect probability can be minimized using hot wire in GTAW process.
- Welding consumption can be minimized by clad welding automation.
- Failure risk /leakage in flange could be minimized using GTAW automation process.
Acknowledgement:
KristensenStål&Metallverksted AS, Vestfossen is acknowledged for conducting cladding at their Clad Technology Center, Norway.



{kind=link}