

Exceptional cooling to ensure the best possible welding results
When welding, it is not only seam quality that matters, speed plays a significant role too. Both of these help the welder to work more efficiently and so reduce costs. With the modified TIG process, ArcTig, Fronius has developed an innovation for mechanised joint welding that addresses these requirements. A special welding torch allows the TIG arc to be focused in a targeted manner and its energy density is significantly increased. Users can weld up to ten-millimetre-thick, high-alloy sheets and pipes without extensive seam preparation, to an exceptionally high quality standard and much quicker.
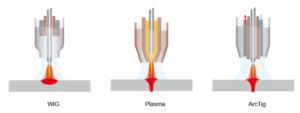
The ArcTig welding process from Fronius is based on the principle of tungsten inert gas welding, or TIG welding for short. In this process, an arc burns between a non-melting tungsten electrode and the metallic workpiece in an oxygen-free, reactionless gas atmosphere. The current flow heats the electrode, resulting in an electron flow. This reduces the combined resistance, producing a soft, wide arc. The inert protective gas shield means there are no chemical reactions with the liquid weld pool. This enables users to produce a perfect weld-seam appearance without tempering colours and spatter as well as the best weave pattern. TIG welding is suited to a variety of different materials and applications, including tricky materials like titanium.
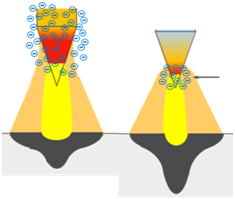
The ArcTig welding process is designed for applications in container and pipeline construction, in the manufacture of turbines and the construction of special machines, cranes and tanks. The key innovation here is the optimised welding torch with an electrode clamping system, which enables the electrode to be cooled right to the tip. This increases the combined resistance and creates a high arc voltage. Electron emission now takes place over a small area but at an extremely high density. This makes the arc narrower and more targeted, allowing the user to achieve exceptional weld seam quality. Another advantage of the cooling is that it prevents overheating of the electrode during welding, providing increased arc stability and ensuring a longer service life and improved ignition. Users can upgrade all TIG power sources from Fronius above an output of 220 amperes to the ArcTig process with ease. The only equipment required is the new welding torch and an additional heat exchanger to provide the cooling capacity and the required temperature stability. ArcTig is also available as a complete system.
The electrode is extensively stretched with the aid of the newly developed electrode clamping system. Only one clamping element is needed for simple clamping and changing of the electrode (minimum length 20mm). Moreover, the electrode end is freely adjustable, what changes the characteristics of the arc or achieves improved accessibility.
Tolerances for prefabrication are around +/- 10 % of the material thickness for gap and offset (similar to plasma).
In combination with a water chiller, the electrode is strongly cooled as the water chiller enables increased cooling performances and temperature stability. This in turn leads to an even more focused arc and improved welding properties.
Shorter processing times and lower filler metal costs
The focussed and high-pressure arc means the ArcTig can be used to weld components in one layer to a material thickness of up to ten millimetres. In conventional TIG welding, several layers are often needed. Additionally, it is frequently the case that users no longer need to do time-consuming preparation work on parts. As there is no gap during seam preparation, no weld pool support is required for the ArcTig process. This cuts down on rework to a large extent, since the weld seam is raised to a minimal degree and there is very little distortion due to the reduced heat input. This enables users to accelerate processing times considerably, while the welding process also permits higher welding speeds. What’s more, material costs are lowered as the weld seam volume is reduced.
The ArcTig process also impresses in terms of operation: because it is very similar to TIG welding, users do not have to adjust to a new process and can weld immediately without carrying out any time-consuming teaching-in. This minimises the need for training and prevents incorrect operation by the welder, as just a few parameters need to be set. Users can make use of standard TIG electrodes that are quick to change and can easily be re-ground as necessary. The new electrode clamping system clamps the electrode over a large area. To make the weld seam more accessible and enable the arc to be manipulated better, the free end of the electrode can be adjusted as desired depending on the requirements.



{kind=link}