

Author: Koen Faes, Research Team Leader, Belgian Welding Institute npo
WRIST is a research and innovation project, funded under the Mobility for Growth 2014-2015 work program of the European Commission. The objective of WRIST is to develop and demonstrate flexible and cost-effective joining processes for rail products, and in particular for the more recently introduced bainitic rail steels, for which currently-available conventional welding techniques are inadequate. The project will offer a step change in the joint performance and reliability, providing an extended in-service life for a range of rail materials, which are facing increasing demands due to the increasing speed and growth of the railway’s load.
Project objectives
The project has five key objectives:
- Develop two innovative methods for joining rails; automatic forged alumina thermic welding and orbital friction welding, which will both reduce the width of the Heat Affected Zone (HAZ) and will minimise the loss of mechanical properties in the weld zone.
- Facilitate an increased use of bainitic rail steels that possess a greater resistance to the key degradation mechanism of rolling contact fatigue.
- Permit the achievement of lower life cycle costs for track maintenance and renewal by eliminating the source of higher dynamic forces at ‘cupped’ or irregular geometry welds. These are responsible for the more rapid loss of track geometry and necessitate expensive maintenance tamping interventions.
- Enable an increased use of more environmental-friendly joining processes, such as friction welding.
- Deliver environmental benefits by reducing the use of carbon fuels and gas, reduction of exposure to noise, dust and vibrations by automating and incorporating in-process monitoring of the aluminothermic process, more efficient preheating and reduction in remedial grinding to achieve the required straightness.
The WRIST project will serve to help and develop basic technologies designed to mechanise and automate work processes which are today carried out manually by the welder. This will involve that on the one hand the welder is relieved from heavy routine work and on the other hand that the quality of the weld is less dependent on the abilities of the respective welder.
A revolutionary methodology for hot-forged aluminothermic welding is being developed, which enhances the internal integrity by modifying the cast structure. At the same time, the total delivery time is reduced by ensuring process control and quality verification immediately after welding, rather than the current practice of a follow-up inspection visit. The process will be automated and will include in-process quality monitoring systems coupled to remote data management and diagnostic tools to maximise reliability and operational performance
To enable rails to be welded using orbital friction welding and to be able to exploit the benefits of this welding process, a new variant of the orbital friction welding process is developed. It will be demonstrated that this process is a valuable alternative for realising high-performance rail joints.
Requirement analysis
When the project started in May 2015 and throughout the first year, the consortium performed a requirement analysis process, led by the University of Huddersfield. The choice of materials and the weld performance target was determined through simulations, laboratory tests and feedback from the end users andrail infrastructure managers. By acquisition of finished weld geometries and dynamic vehicle simulations, the optimum weld profile, which minimises dynamic forces and subsequent weld degradation, was determined. This process was broken down into four tasks; the selection of rail sections and grades, acquisition of weld geometries, vehicle dynamics simulations and finally a review of current welding methods and determination of performance requirements and improvements.
The requirement analysis was based on the existing state-of-the-art. The goal was to independently demonstrate the benefits of more sophisticated techniques for finishing the weld geometry, with respect to forces executed on the rails, and subsequently on rail damage. By doing so, associated deficiencies in the existing relevant European standards have been highlighted. Consequently recommendations for the review of the geometric controls of the finished weld geometry in the relevant standards have been made.
The work has derived two possible methods for assessing currently uncontrolled aspects of the finished weld geometry. A number of welds have been measured in unprecedented detail, using an advanced 3D laser measurement prototype developed within the project. The use of such measurements can open the door for a more advanced and reliable control of the weld geometry by accounting for the true wheel-rail motion across the weld. Bespoke tests, additional to those mandated in European specifications, have been recommended to better assess the resistance of the welds produced by the proposed welding process developments to the known degradation mechanisms.
Following the requirement analysis, the development of the two new welding processes has started; the aluminothermic welding process and the orbital friction welding method.
Aluminothermic welding process
The objectives of the new aluminothermic welding processis to deliver a step change by development of a technology for automation, including the capability of applying compressive forces and enhanced cooling of the weld during and after welding, for improvements of productivity and weld quality. The Goldschmidt Thermit Group also developed a weld finishing technology for application within the automated welding process. Also a reporting, data management and online quality control process to facilitate weld acceptance was developed. The work, led by the Goldschmidt Thermit Group, involves not only developing the processes but also building a prototype of equipment able to apply controlled compressive forces to aluminothermic welds.
The main system is realised as a hydraulically-driven forging manipulator to enable the alignment of the rails, the shearing process after the weld and the forging action. The main system was therefore given the name ALFONS, which stands for ALigning, FOrging and Shearing. In order to control this system, a control unit was developed which allows the input of information and that uses other information to generate a data record of the weld. The data record can be saved or made available to other users. In addition to the work steps realised by the main ALFONS module, an additional system named GRIMLI was developed, which is added as a module to ALFONS and automatically grinds the weld. GRIMLI stands for GRInding, Milling und Linishing. A protoype was also realised for the selective and accelerated cooling of the weld using sprayed on water.
The main four achievements under the development of this process were the process control system, the controlled compressive forces, the enhanced cooling system and weld finishing technology.
Controlled compressive forces
This is the main development and the first prototype (Module 1) has been designed and constructed.
The task of achieving the relative geometric alignment of the rail ends with respect to each other, the introduction of directed forces for compression or forging of the weld joint and the shearing of excess weld material has been achieved with the development of an automated rail alignment unit, forging unit and shearing unit (ALFONS, module 1.0). The final module consists of a metallic, highly-rigid supporting skeleton, a hydraulic cylinder for generating the necessary drive and pressing forces, as well as a sensor system for controlling the process. This module 1.0 has also been designed so that in addition to weld tests, development tests can also be performed. In this way, it is possible to amend in a later stage the concept of the clamping cylinders to provide less clamping force, thereby reducing the number of clamping units and thus approaching more closely to a manageable final weight for in-the-field welding operations.

ALFONS (module 1).
Process control system
The process and machine control system collate all the incoming data from the welding process and documents the manual inputs of the operator, the specified process parameters and the measured values from sensors during the sequence of the automated process steps. Furthermore, it records the consumables usedin order to enhance quality assurance and traceability. The prototype of the process control module can be seen in the images below.

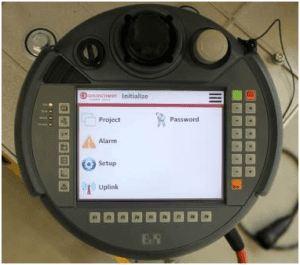
Process control tool and interface.
Enhanced cooling system
The final prototype of the enhanced cooling system has been developed, as pictured below. This new cooling system brings several benefits to welding teams in the field, in order to enhance productivity, as it helps to create a geometrically stable joint enabling accurate profile grinding of the welds. It also provides the ability to complete the final weld inspection within a welding shift. It enables a shorter time in application and removal of hydraulic tensors at the stress-free temperature (i.e. closure welds) and ensures high integrity welds with fully pearlitic microstructures. Finally, as it is portable and robust, it is simple to use and easy to train welders in its use.
3 nozzle mist spray enhanced cooling head.
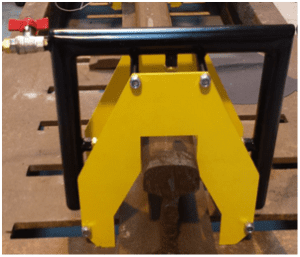
Weld finishing technology
The weld finishing technology is a machine that ensures that the contours and surfaces are restored after the aluminothermic welding process, to comply with standards, and the accelerated cooling of the welded joint. Moreover, the profile must be monitored during the process and the surface must be monitored and evaluated afterwards.
Weld finishing tool.
The weld finishing tool used with ALFONS (Module 1.0).
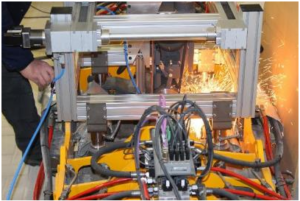
Project partners inspect ALFONS.
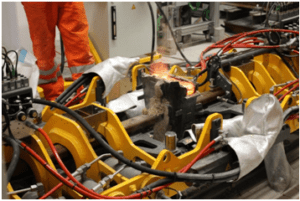
ALFONS has been used to carry out welding trials in the welding laboratory. These serve to gain experience with ALFONS and to carry out the first parameter studies to improve the forging process. In further welding experiments, welds for subsequent static and dynamic detructive testing such as 3-point bending or fatiguetests are planned, which will then be analysed by the project participants.
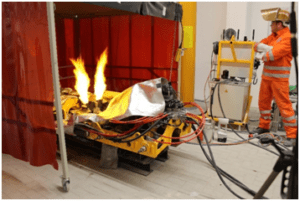
The system for the accelerated cooling is positioned on top of the weld after the welding operation. It cools the weld with a cloud of spray consisting of water and air. The use of the automated system enables the setting of the flow rate. The accelerated cooling however must be matched to the rail steel to be cooled due to the fact that a radical cooling can lead to a martensitic microstructure. Correct application can shorten the waiting time for the final grinding process. It can contribute to a selective cooling to realise the required microstructure for welding of bainitic steels.
Using ALFONS, the weld can be compressed during the welding process or after solidification has taken place, whereby a transformation of the cast thermite steel takes place. This can be controlled and monitored via the ALFONS control panel. On the control panel, it is possible to set different parameters including the forging force, forging path or time of the forging. Sensors on the hydraulic cylinders record the resulting forces and displacements. The control panel can record these parameters during the welding process so that they are available for further analysis. This database is ultimately planned for the provision of the weld parameters and saving of process data. This information will be made available via internet.It is planned that the welder will scan the barcode on the thermite portion, to enable the system to obtain information relating to the portion. This information, in combination with further input of the conditions, will allow the system to provide the appropriate welding recommendations to the welder. During the welding process, the system records the parameters and these can be saved to a database with clear weld identification. Subsequently, all the data related to the weld such as geometrical data from position measurements or grinding, etc. can be recorded in a type of sequence record of the welding process and can also be recorded in a database and analysed afterwards.
Final testing will be done in 2018 in a portion of freight track in the Netherlands, where it is expected that over 20 megatons will pass over the welds.
Orbital friction welding method
The new orbital friction welding method was developed by the partner Jackweld, using the existing FRIEX welding system from the industrial partner Denys. The prototype can generate orbital friction welds with a high degree of reproducibility. Work was carried out to pre-define, precisely control, reproduce and record the process cycle parameters and performance, to develop a reproducible and effective weld process that meets the operational needs of the rail industry.
A prototype was built that will confirm and validate the overall systems integration. The work was broken down into four tasks, starting with a determination of process boundary conditions. This was followed by the design and construction of the orbital motion mechanism and the clamping mechanism followed by final installation and tests.
During the first project year, Jackweld prepared the first designs for the device, based on data which was gathered regarding the process parameters and parameters windows for orbital friction welding. The major challenge has been to apply the orbital process at a large industrial scale, requiring practically every aspect and component to be researched and designed from first principles, to ensure the machinery will perform as required.
The machine has been designed to be capable of generating the parameters necessary to achieve an orbital friction weld over the cross-sectional area of a UIC 60 rail with an interface normal contact pressure of 100 N/mm2 and a tangential velocity of 1m/s.
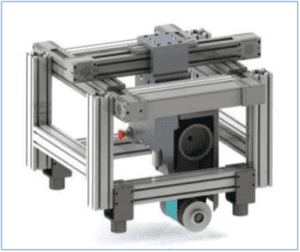
This challenge faced for the design and construction of the WRIST mechanism has been a lot larger than originally envisaged. As well as the mechanism itself, a substantial gearbox and hydraulic system had to be designed, manufactured and integrated with the orbital friction mechanism. This has caused some delays with the testing of the machine on bars and rails, which will now start at the end of 2017. As can be seen from the two photographs, which show the gearbox and the corresponding cover, the scale of this undertaking has increased hugely since the initial designs were proposed.
In the coming year, the project will test the new orbital friction welding method through detailed laboratory testing and rail simulations.

Orbital friction gearbox.
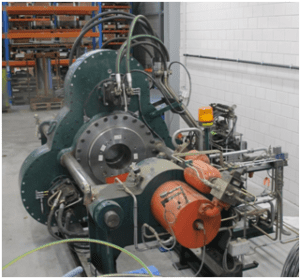
Orbital friction gearbox cover.
Finite-elementmodelling of thewelding processes
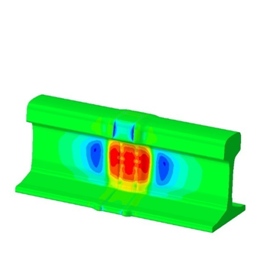
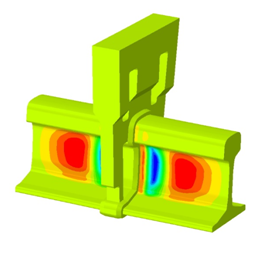
Numerical models for the new welding processes are developed.In order to do this, the ChalmersUniversity of Technology, is developing thermo-mechanical finite-element (FE) models thatcan predict the temperature history, residual stress/strain fields and heat affected zones.
This allows the consortium to study cooling after welding and build-up of residualstresses, deformations, microstructures and hardness.These numerical models serve as a tool which can be used to optimise both weldingprocesses in order to produce high-quality joints. The models are also useful to study theeffect of process parameters on the weld quality, when introducing new railmaterials.The work is broken down into three tasks: FE-modelling of the orbital friction weldingprocess; FE-modelling of the aluminothermic welding process; and process developmentand optimisation based on FE simulations.
Work on the thermal and mechanical FE-model (in ABAQUS) is ongoing for the orbital friction welding process. Three modelling steps have been incorporated; welding, forging and cooling. A qualitative study of heat generation models has also been carried out. For the models, temperature-dependent properties and effects of phase transformations have currently been incorporated, based on data found in literature, but will be updated as the project moves forward. Complementary experiments on rotary friction welding of thin-walled pipes have been carried out to validate the heat generation model for the welding phase used in the FE-analysis.
For the aluminothermic welding process, a 3D FE-model has been developed which comprises temperature and mechanical simulations of six steps; pre-heating, tapping, mould filling, forging, shearing of excess material and cooling to room temperature. The heat generated during pre-heating and temperatures in the rail during the preheating and welding have been calibrated against experimental data provided by GTG. The Figures below show calculated vertical stresses in the weld and railsafter filling the mould, and after completion of the weld cycle. In the Figures, red means tensile, green means zero and blue means compressive stresses.
Acknowledgement
WRIST has received funding from the European Union’s Horizon 2020 research and innovation program under the agreement No. 636164.
The WRIST consortium consists of specialists in complementary fields particularly well qualified for the development the joining technologies, testing and simulation, rail-wheel interaction, finite-element modelling and railway construction and maintenance.The project partners are: Belgian Welding Institute (coordinator, Belgium), the University of Huddersfield (UK), TU Delft university (the Netherlands), ProRail (the Netherlands), the Goldschmidt Thermit Group (Germany), Denys (Belgium), Jackweld (UK), Chalmers University of Technology (Sweden), ID2 bv (the Netherlands) and ARTTIC (France).



{kind=link}