

Dr. T. Prakash, Professor & Head,
Department of Mechanical Engineering,
SNS College of Technology, Coimbatore,
Tamil Nadu, India.
Abstract
Hybrid Metal matrix composites provide huge opportunities to optimize the engineering enforcement in metal matrix composites for applicable in the automotive and aerospace industries, where unique filler content and selective protected areas of reinforcements are needed. There are various efforts have been carried out to study the mechanical action of particle reinforced aluminium based composites. In this present study, Friction stir processing (FSP) is used to carry out reinforcement study on the commercially available Al7075 Al sheet metals reinforced with aluminium oxide of different sizes (75μm,150μm & 200μm) and percentage (2%, 4%, 6% & 8 % – Al2O3) and 1 % graphite (Gr). It has been described that these composites showed significant development in hardness, strength and related properties, as well as improved wear performance compared to fundamental alloys. It is well known that MMC’s containing small-size reinforcements which are ideal materials for application in high performance and wear resistant components due to their appealing physical and mechanical properties. To meet the above requirements, the samples were subjected to microstructure examination and hardness study. It was noted that there is significant improvement in the hardness value and the grain size was considerably reduced.
Keywords: Friction stir processing; microstructure; mechanical properties.
- Introduction
Mishra et al. [1,2] developed the concept of Friction Stir Processing (FSP) derived from the Friction Stir Welding (FSW) process and it is used as tool for studying the microstructural modification (Fig.1). Aluminium based composites due to their wide alloy range, heat treatment capability and processing flexibility has been chosen as the matrix material for the present study [4-5]. In particle reinforced composites, the fracture mode has been observed to depend on reinforcement purity, reinforcement particle size and nature of interface, volume fraction of the reinforcement, fabrication route adopted and the presence of any intermetallic precipitates [1-3]. In this study, FSP is carried out in the DRO vertical milling machine (Fig 3). As shown in the figure the High Carbon High Chromium (HcHr) pinned tool is used to localize the microstructural modification in the workpiece [6] and property enhancement in cast aluminum alloys [7].

Fig. 1. Schematic Drawing of Friction Stir Processing
In the Friction Stir Process, the non-consumable rotating HcHr pinned tool is plunged into the workpiece to be processed and traversed along the line of the workpiece. During this process, the material undergoes severe plastic deformation and localized heating is produced by the friction between the rotating tool and the workpiece causing the material to the range where it can be plastically deformed and it also results in significant grain refinement [8, 11-16]. The FSP method is only the method to produce the surface metal matrix nano composite (SMMNC) and it is the only method to produce nanosized reinforcement on the metallic substrate with controlled distribution of reinforcement over the surface that cannot be achieved by conventional surface treatment [9-10]. There are many surface modification techniques like plasma spraying and electron beam treatment which can be used only for light metal alloys [17]. There is no work related to Al based MMCs sheet metals reinforced with various sizes and % Al2O3 / 1 % Gr as a surface modification technique through FSP, which can be applicable in aerospace and automotive Industries.
The main objective of the present study is to increase the hardness of Al7075 alloy, to get fine grained microstructure and to study the mechanical and tribological behavior of Al7075 alloy using friction stir processing (FSP). FSP is carried out using the Al7075 alloy with the high carbon high chromium (HcHcr) tool by adding reinforcements as Al2O3 (2%, 4%, 6% & 8%), particle size (75µm, 150µm & 200µm) with Gr (1%) mixed at various percentages and using process parameters such as traverse speed 800 rpm, rotational speed 60 mm/min and axial force as 7 KN.
- Experimental Procedure
- Process Description
Friction stir processing (FSP) is one of the new innovative thermo mechanical processing techniques that alter the micro structural and mechanical properties of the material. FSP is done on Al7075 alloy using nano and hybrid composites. The Al7075 plate with a nominal composition as shown in the Table 1 is clamped in the fixture table and the tool is made to run in between the grooves in the Al plate. The required feed rate, spindle speed, direction are kept in constant level for both processing of nano and hybrid composites. Due to effect of friction the surface of the Al plate is processed. The first cycle of operation is carried out using nano composites (Al2O3) at various level of percentage with variations in size. The hybrid composite graphite is introduced in the processed zone in combination with Al2O3 and once again the process is carried out in various percentage and sizes. The process parameters are to be followed as shown in the Table 2 for processing the hybrid composites. The physical properties such as mechanical (hardness and microstructure) are determined.
Table 1. Chemical Composition (wt %) of Aluminium Alloy Al7075
| Chemical Composition | Si | Fe | Cu | Mn | Mg | Zn | Ti | Al |
| Al7075 | 0.4 | 0.5 | 1.2 | 0.3 | 2.1 | 5.1 | 0.2 | Bal. |
Table 2. Process Parameters
| S.No | Process parameters | values |
| 1. | Rotational speed (rpm) | 800 |
| 2. | Traverse speed (mm/min) | 60 |
| 3. | Axial force (KN) | 7 |
| 4. | Tool Tilt angle | 2º |
| 5. | Number of passes | 1 |
- Setup of Friction Stir Processing (FSP)
The rolled plates of 6 mm thickness, Al7075 aluminium alloy were cut into the required sizes 150×50 mm by grinding machine. A groove of 1.5×1.5mm is made by using EDM wire cutting machine as shown in the Fig 2. After the groove is made, without using any reinforcement the work piece is clamped on the fixture and the FSP (Fig 3) is carried out by using tool High Carbon High Chromium steel (HcHcr) with threaded cylindrical probe of 4.5mm diameter pin, shank diameter of 18.5mm,shoulder diameter of 15mm as shown in the Fig 4.
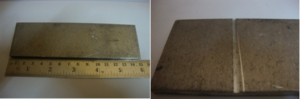
Fig. 2. Sample of Al7075 Aluminium Alloy with Grooved One
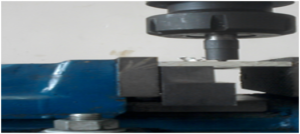
Fig. 3. Macrograph showing the FSP Tracks on the Al7075 Plate with the FSP Tool
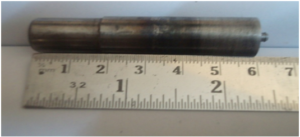
Fig. 4. Threaded Cylindrical Tool
The reinforcement of x wt. % Al2O3 – 1% Gr (x = 0, 2, 4, 6, 8 wt.%) with various particle size (75µm, 150µm & 200µm) is mixed and filled by using thickness gauge and work is clamped on the fixture and by using tool High Carbon High Chromium steel (HcHcr) with straight cylindrical probe of 4.5mm is made to move on the workpiece. As tool descended to the work piece, the rotating tool with pin contacts the surface that produces the friction between tool pin and the metal surface causing heat to dissipated from the metal surface which softens the metal column. The rotating tool provides a continuous heating of work piece which plasticizes the metal and transports the metal from the face of the pin to top edge. Additional heat is produced in the metal surface when the shoulder contacts it and plasticizes a huge amount of metal column around the cylindrical tool. The shoulder also provides an additional forging force that holds the metal to flow from the tool during. During FSP, work piece and the tool are moved relative to each other to process the required area. The processed zone cools forming a defect-free recrystallized and fine grain microstructure. After that the work piece is been removed from the fixture and material sample is cut and polished by graphite paste and different grades of emery sheets to get mirror image and testing is done. This process is repeated for 2, 4, 6 & 8% of Al2O3 with various combinations of particle size 75µm, 150µm & 200µm and constant 1% of Gr as reinforcements. All FSP studies were carried out at room temperature.
- Characterization
After FSP, the surface of the sheet was cleaned and samples were cut for microstructural study from the different locations of the processed sheet. They were cold moulded and mechanically and electro polished to study under a polarized light optical microscope which would enable us to qualitatively comment on the grain refinement by friction stir processing.
- Mechanical Property Evaluation
The hardness tests were carried out to study the effect of FSP on the Al7075 Al alloy sheet metal. Vickers micro hardness tests were carried out using a micro hardness tester by employing a load of 50 g with dwell time of 20 s.
- Results and Discussion
The effect of friction stir processing on the microstructure and strength in terms of hardness for Al7075 aluminium alloy reinforced with 2%, 4%, 6% & 8% of Al2O3 with various combinations of particle size 75µm, 150µm & 200µm and constant 1% of Gr were discussed here below:
3.1. Microstructural Evaluation
From the microstructure [Fig. 5] it is clearly found that the more refined grains occur in the matrix of the processed metal when compared to the parent metal. From the Fig. 5 (a), it can be clearly seen that the average grain sizes of Al7075 was around 100 µm for unprocessed samples. The grain sizes of matrix material in the processed zone were in the order of 55, 45, 35 and 40 µm for the reinforced Al2O3(150μm) sample of 2%, 4%, 6% & 8% [ see Fig. 5(b), 5(c), 5(d) & 5(e)]. The matrix grain size was decreased significantly with respect to addition of reinforcement up to 6 % and then increases due to the reason that the material reaches saturated condition. These results clearly explained that the grain refinement in the matrix was due to severe plastic deformation engendered by the FSP tool and 6 % Al2O3 (150μm) / 1 % Gr having minimum grain size compared to the other particle size and % due to the fact that increase or decrease in the particle size of Al2O3 causes the particle to be escaped from the groove causing no melting of reinforcement. So, normally the particle size is maintained in mid-way to use as a reinforcement in FSP process.
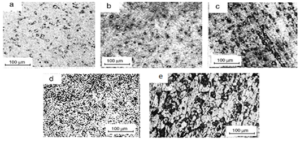
Fig. 5. Micro Structural Modifications of Al7075 with Reinforcement of Al2O3 (150µm) for (a) 0% (b) 2% (c) 4% (d) 6% & (e) 8% with 1% Gr
3.2. Micro Hardness Evaluation
The variation of hardness with different areas of Al7075 Al alloy processed by FSP is shown in Table 3 – 5. From the result it can be observed that the hardness of processed zone of samples were around 30 %, 35 %, 45 % & 40 % greater than unprocessed zone with respect to process parameter. This was occurred due to the grain refinement in the structure obtained by the FSP process. Further it can be noted in the sample that as the particle size of Al2O3 and % is increased the hardness of stirred zone increases rapidly first (up to sample 4 &150μm) and then increases slightly or decreases. This is due to the fact that the strengthening of the material reaches saturated condition up to sample 4 &150μm due to the grain refinement by FSP tool and wt. % Al2O3 / 1 % Gr. So in this work the samples were processed via FSP up to 8 % of Al2O3 with 1 % Gr and particle size up to 200µm. The hardness variation as function of process parameters for Al7075 Al alloy reinforced by 0%, 2%, 4%, 6 % & 8% Al2O3 with particle size 75µm, 150µm & 200µm / 1 % Gr hybrid surface composite for centre of stirred zone is shown in Fig.6. From the Figure 6 it was clear that the reinforcement 6% & particle size 150μmof Al2O3 and Gr 1% having very hardness value compared to the other samples and this sample can be employed in the production of many automobile and industrial components.
Table 3. Variation of Hardness with different Areas of Al7075 Processed by FSP with a Particle Size of Al2O3 (75 µm) with Gr 1%
| Sample No. |
% of Al2O3 | Hardness, HV0.5 | ||||
| Left end (parent metal) | Shoulder stirred area (left) | Center of stirred zone | Shoulder stirred area (right) | Right end (parent metal) | ||
| 1 | 0 | 85.67 | 93.52 | 114.69 | 90.23 | 86.78 |
| 2 | 2 | 97.33 | 115.61 | 126.29 | 110.30 | 90.56 |
| 3 | 4 | 97.90 | 125.68 | 135.58 | 122.58 | 102.41 |
| 4 | 6 | 102.28 | 137.19 | 161.26 | 141.16 | 108.70 |
| 5 | 8 | 105.67 | 116.35 | 166.68 | 114.09 | 106.51 |
Table 4. Variation of Hardness with different areas of Al7075 processed by FSP with a particle size of Al2O3 (150 µm) with Gr 1%
| Sample No. |
% of Al2O3 | Hardness, HV0.5 | ||||
| Left end (parent metal) | Shoulder stirred area (left) | Center of stirred zone | Shoulder stirred area (right) | Right end (parent metal) | ||
| 1 | 0 | 85.55 | 92.56 | 113.12 | 91.36 | 86.44 |
| 2 | 2 | 97.88 | 112.71 | 125.93 | 116.20 | 90.75 |
| 3 | 4 | 97.34 | 123.72 | 136.74 | 126.43 | 102.81 |
| 4 | 6 | 102.12 | 140.19 | 175.56 | 136.36 | 108.92 |
| 5 | 8 | 105.79 | 115.25 | 164.79 | 117.19 | 106.77 |
Table 5. Variation of Hardness with different Areas of Al7075 Processed by FSP with a Particle Size of Al2O3 (200 µm) with Gr 1%
| Sample No. |
% of Al2O3 | Hardness, HV0.5 | ||||
| Left end (parent metal) | Shoulder stirred area (left) | Center of stirred zone | Shoulder stirred area (right) | Right end (parent metal) | ||
| 1 | 0 | 85.79 | 93.16 | 129.49 | 90.35 | 86.37 |
| 2 | 2 | 97.13 | 114.21 | 140.59 | 117.30 | 90.89 |
| 3 | 4 | 97.45 | 126.62 | 173.74 | 122.35 | 102.23 |
| 4 | 6 | 102.81 | 141.26 | 171.45 | 137.54 | 108.23 |
| 5 | 8 | 105.96 | 117.56 | 164.82 | 119.21 | 106.46 |
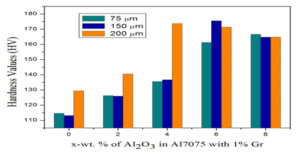
Fig.6. Variation of Hardness for Al7075 Al Alloy Reinforced with x-wt. % of Al2O3&Particle Size 75µm, 150µm & 200µm / 1 % GrHybrid Surface Composite (centre of stirred zone)
3.3 Tribological Behaviour of Al7075 – x wt. %Al2O3 – 1 % Gr Hybrid Surface Composite with various Particle Size
The wear testing has been taken under certain condition such as the velocity5m/s, speed955rpm, and it has run for about 2mins of time. Fig.7 shows the variation of wear rate with various percentage and particle size of Al2O3 in Al7075-x wt. % Al2O3-1% Gr hybrid surface composite. It was observed here that as the percentage & particle size of Al2O3 increases the wear rate was decreased up to 6% &150µmof Al2O3 and then it started to increase. This was due to that homogeneous distribution of reinforcement over the surface of Al7075 alloy was expected to occur up to 6% / 150µmof Al2O3 and then non-homogeneous or clustering of reinforcement was expected to occur over the same alloy surface. These clustering of reinforcement would reduce the wear rate of Al7075 alloy beyond 6% / 150µmof Al2O3.
The wear rate of 6% / 150µmof Al2O3-1%Gr was 0.7 g/s and the maximum wear rate was obtained in the 0% reinforcement and it was 1.4 g/s respectively. These results indicated that the wear rate for 6% / 150µmof Al2O3 – 1%Gr sample was decreased by 1.5 times than unreinforced one.
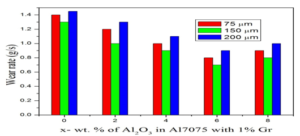
Fig.7. Wear Rate Vs % &Particle Size of Reinforcements
3.4 SEM Analysis of Al7075 Alloy with various % &Particle Size of Al2O3and Gr 1%
The scanning electron micrographs (SEM) of the worn surface of Al7075 for 0%, 2%, 4%, 6% and 8% Al2O3 (150µm) sample is shown in Fig. 8. It can be observed that the wear track was covered with the compacted debris and delaminations. Surface projections like debris &delaminations or grooves were observed in the contact surface of the processed zone which is caused by high local pressure during the relative motion between the contact surfaces (pin and disc). From Fig. 8 (a) it is clear to view that deep grooves were formed due to no graphite content and Fig. 8 (b-d) shows that tribo film are formed due to proper mixing of reinforcement of (Al2O3 – Gr). Fig. 8 (e) shows that there is no formation of tribo film because of the clustering of the reinforcements and hence more delaminations was observed. Further, Fig. 8 (b-d) shows that there is no formation of deep grooves due to the presence of graphite content as a thin lubrication film.
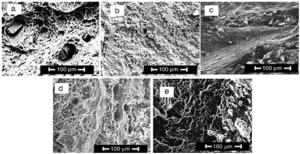
Fig.8. SEM Image of Al7075 with Addition of Al2O3 (150µm) for (a) 0% (b) 2% (c) 4% (d) 6% & (e) 8% with 1%Gr
- Conclusions
The experimental application of a friction stir processing of Al7075 alloy by changing the percentage & particle size of reinforcements and then the study of mechanical & tribological behavior of the friction stir processing was done in this work. The results can be summarized as follows.
- The microstructure of the center of the processed zone is around 35mm for 6 % Al2O3 (150µm) / 1 % Gr having minimum grain size compared to the other particle size and % of reinforcement. It was observed that the grain size of the processed zone was decreased around 75 % than the unprocessed parent metal.
- The maximum hardness of 175 HV was obtained with processed speed of 60 mm / min in thin cylindrical tool at 800rpm, for which the reinforcement percentage was 6% of Al2O3 (150µm) of Gr1% hybrid composite.
- The Hybrid Nano composites of three variants of size (75µm, 150µm&200µm) of Al2O3 is used at different percentage of levels (2%, 4%, 6% & 8%) with 1% Gr undergoing FSP on Al7075 Sheet metal. At 75µm, hardness is improved at the level of 8% of Aluminium oxide. At 150µm, hardness is improved at the level of 6% and in 200µm, hardness improvement is found at the level of 4% of Aluminium oxide. The best hardness level is obtained at 150µm and 6% of Aluminium Oxide with 1% Gr is 175 HV.
- The wear rate results showed that the specimen having 6% of Al2O3 (150µm) with 1% of Gr mixture, had the minimum wear rate of 0.7 g/s. These results indicated that the wear rate for 6% / 150µmof Al2O3 – 1%Gr sample was decreased by 1.5 times than unreinforced one.
- References
R.S. Mishra, M.W. Mahoney, S.X. McFadden, N.A. Mara, A.K. Mukherjee, High Strain Rate Superplasticity In A Friction Star Processed 7075 Al Alloy, 42 (2000).
R.S. Mishra, M.W. Mahoney, Friction Stir Processing: A New Grain Refinement Technique to Achieve High Strain Rate Superplasticity in Commercial Alloys, Mater. Sci.Forum 357–359 (2001).
Z.Y. Ma, R.S. Mishra, M.W. Mahoney, Superplastic deformation behaviour of friction stir processed 7075Al alloy, Acta Mater. 50 (2002).
R.S. Mishra, Z.Y. Ma, I. Charit, Friction Stir Processing: A Novel Technique for Fabrication of Surface Composite, Mater. Sci. Eng. A 341 (2002) 307.
P.B. Berbon, W.H. Bingel, R.S. Mishra, C.C. Bampton, M.W. Mahoney, Friction stir processing: a tool to homogenize nanocomposite aluminum alloys, 44 (2001) 61.
J.E. Spowart, Z.Y. Ma, R.S. Mishra, in: K.V. Jata, M.W. Mahoney, R.S. Mishra, S.L.Semiatin, T. Lienert (Eds.), Friction Stir Welding and Processing II, TMS, 2003, pp. 243– 252.
Z.Y. Ma, S.R. Sharma, R.S. Mishra, M.W. Manohey, Mater. Sci. Forum 426–432 (2003).
R.S. Mishra, Z.Y. Ma, Friction Stir Welding and Processing, Materials Science and Engineering R 50 (2005) 1–78.
C.J. Lee, J.C. Huang, P.J. Hsieh, Mg based nano-composites fabricated by friction stir processing Scripta Materialia 54 (2006) 1415–1420.
- Nascimento, T. Santos, P. Vilaca, R.M.Miranda, L. Quintino, “Microstructuralmodification and ductility enhancement of surfaces modified by FSP in aluminium alloys”, Materials Science and Engineering A 506 (2009) 16–22.
C.J. Hsu, C.Y. Chang, P.W. Kao, N.J. Ho, C.P. Chang, “Al-Al3Ti nano composites produced in situ by friction stir processing”ActaMaterialia 54 (2006) 5241–5249.
C.J. Hsu, P.W. Kao, N.J. Ho, “Intermetallic-reinforced aluminum matrix composites produced in situ by friction stir processing”, Materials Letters 61 (2007) 1315–1318.
- Morisada, H. Fujii, T. Nagaoka, M. Fukusumi, Materials and Design, ScriptaMaterialia 55 (2006) 1067–1070.
[Y. Morisada, H. Fujii, T. Nagaoka, M. Fukusumi, MWCNTs/AZ31 surface composites fabricated by friction stir processing, Materials Science and Engineering A 419 (2006) 344–348.
S.R. Sharma, Z.Y. Ma, R.S. Mishra, Materials and Design, Scripta Materialia 51 (2004) 237– 241.
Uygur. I, Environmentally assisted fatigue response of Al–Cu–Mg–Mn with SiC particulate metal matrix composites. PhD thesis, University of Wales, 1999.
Wang. W, Shi, Q., Liu, P., Li, H., Li, T., 2009. A novel way to produce bulk SiCp reinforced Al-MMC by FSP. J. Mater. Process Technol. 209, 2099–2103



{kind=link}