

Australian Welding Institute
welding.org.au
Defects are common in any type of manufacturing, welding included. In the process, there can be deviations in the shape and size of the metal structure. It can be caused by the use of the incorrect welding process or the wrong welding technique. Learn about the 7 most common welding defects, their types, causes and remedies, below.
Weld Crack
The most serious type of welding defect is a weld crack and it’s not accepted almost by all standards in the industry. It can appear on the surface, in the weld metal or the area affected by the intense heat.
There are different types of cracks, depending on the temperature at which they occur:
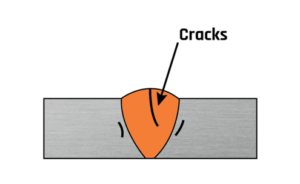
Hot Cracks
These can occur during the welding process or during the crystallization process of the weld joint. The temperature at this point can rise over 10,000C.
Cold Cracks
These cracks appear after the weld has been completed and the temperature of the metal has gone down. They can form hours or even days after welding. It mostly happens when welding steel. The cause of this defect is usually deformities in the structure of steel.
Crater Cracks
These occur at the end of the welding process before the operator finishes a pass on the weld joint. They usually form near the end of the weld. When the weld pool cools and solidifies, it needs to have enough volume to overcome shrinkage of the weld metal. Otherwise, it will form a crater crack.
Causes of cracks:
- Use of hydrogen when welding ferrous metals.
- Residual stress caused by the solidification shrinkage.
- Base metal contamination.
- High welding speed but low current.
- No preheat before starting welding.
- Poor joint design.
- A high content of sulfur and carbon in the metal.
Remedies:
- Preheat the metal as required.
- Provide proper cooling of the weld area.
- Use proper joint design.
- Remove impurities.
- Use appropriate metal.
- Make sure to weld a sufficient sectional area.
- Use proper welding speed and amperage current.
- To prevent crater cracks make sure that the crater is properly filled.
Porosity
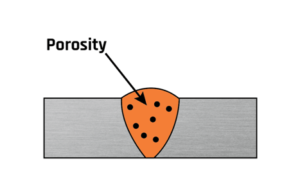
Porosity occurs as a result of weld metal contamination. The trapped gases create a bubble-filled weld that becomes weak and can with time collapse.
Causes of porosity:
- Inadequate electrode deoxidant
- Using a longer arc
- The presence of moisture
- Improper gas shield
- Incorrect surface treatment
- Use of too high gas flow
- Contaminated surface
- Presence of rust, paint, grease or oil
Remedies:
- Clean the materials before you begin welding.
- Use dry electrodes and materials.
- Use correct arc distance.
- Check the gas flow meter and make sure that it’s optimized as required with proper with pressure and flow settings.
- Reduce arc travel speed, which will allow the gases to escape.
- Use the right electrodes.
- Use a proper weld technique.
Undercut
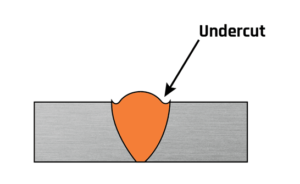
This welding imperfection is the groove formation at the weld toe, reducing the cross-sectional thickness of the base metal. The result is the weakened weld and workpiece.
Causes:
- Too high weld current.
- Too fast weld speed.
- The use of an incorrect angle, which will direct more heat to free edges.
- The electrode is too large.
- Incorrect usage of gas shielding.
- Incorrect filler metal.
- Poor weld technique.
Remedies:
- Use proper electrode angle.
- Reduce the arc length.
- Reduce the electrode’s travel speed, but it also shouldn’t be too slow.
- Choose shielding gas with the correct composition for the material type you’ll be welding.
- Use of proper electrode angle, with more heat directed towards thicker components.
- Use of proper current, reducing it when approaching thinner areas and free edges.
- Choose a correct welding technique that doesn’t involve excessive weaving.
- Use the multipass technique
Incomplete Fusion
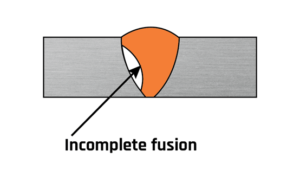
This type of welding defect occurs when there’s a lack of proper fusion between the base metal and the weld metal. It can also appear between adjoining weld beads. This creates a gap in the joint that is not filled with molten metal.
Causes:
- Low heat input.
- Surface contamination.
- Electrode angle is incorrect.
- The electrode diameter is incorrect for the material thickness you’re welding.
- Travel speed is too fast.
- The weld pool is too large and it runs ahead of the arc.
Remedies:
- Use a sufficiently high welding current with the appropriate arc voltage.
- Before you begin welding, clean the metal.
- Avoid molten pool from flooding the arc.
- Use correct electrode diameter and angle.
- Reduce deposition rate.
Incomplete Penetration
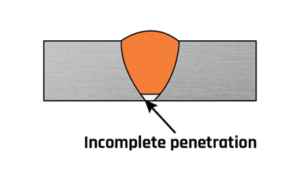
Incomplete penetration occurs when the groove of the metal is not filled completely, meaning the weld metal doesn’t fully extend through the joint thickness.
Causes:
- There was too much space between the metal you’re welding together.
- You’re moving the bead too quickly, which doesn’t allow enough metal to be deposited in the joint.
- You’re using a too low amperage setting, which results in the current not being strong enough to properly melt the metal.
- Large electrode diameter.
- Improper joint.
Remedies:
- Use proper joint geometry.
- Use a properly sized electrode.
- Reduce arc travel speed.
- Choose proper welding current.
- Check for proper alignment.
Slag Inclusion
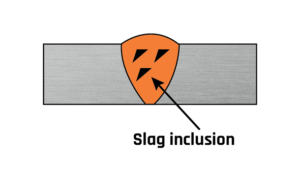
Slag inclusion is one of the welding defects that are usually easily visible in the weld. Slag is a vitreous material that occurs as a byproduct of stick welding, flux-cored arc welding and submerged arc welding. Is can occur when the flux, which is the solid shielding material used when welding, melts in the weld or on the surface of the weld zone.
Causes:
- Improper cleaning.
- The weld speed is too fast.
- Not cleaning the weld pass before starting a new one.
- Incorrect welding angle.
- The weld pool cools down too fast.
- Welding current is too low.
Remedies:
- Increase current density.
- Reduce rapid cooling.
- Adjust the electrode angle.
- Remove any slag from the previous bead.
- Adjust the welding speed.
Spatter
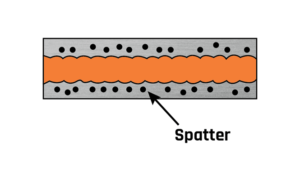
Spatter occurs when small particles from the weld attach themselves to the surrounding surface. It’s an especially common occurrence in gas metal arc welding. No matter how hard you try, it can’t be completely eliminated. However, there are a few ways you can keep it to a minimum.
Causes:
- The running amperage is too high
- Voltage setting is too low
- The work angle of the electrode is too steep
- The surface is contaminated
- The arc is too long
- Incorrect polarity
- Erratic wire feeding
Remedies:
- Clean surfaces prior to welding
- Reduce the arc length
- Adjust the weld current
- Increase the electrode angle
- Use proper polarity
- Make sure you don’t have any feeding issues
When welding, the aim is to produce compliant welds, not perfect welds. Some discontinuities are allowed in compliant welds but too many will result in a defective weld. Ensure you pay attention to all variables to reduce inconsistencies and the risk of a defective weld.



{kind=link}