

Ehsanullah Khan, International Expert – Welding & Cutting, Air Liquide India
Acknowledgements:
This study has been carried out over different profile of Welding companies using sheet metal to medium thickness plate components. The Industrial segments of the users were boilers, sugar machinery, agri machinery, construction equipments etc. The base materials used by these companies are mostly mild steel.
The research had been carried out by Air Liquide group for welding and cutting applications.
We wish to express our gratitude to all persons involved in this study.
Abstract:
The aim of this work was to propose, apply and evaluate a methodical approach to optimize welding processes in a usual welding company where GMAW is the main welding process.
Very basic and simplified approach was taken to understand the cause/s & concern/s of the cost components by the CFO, CEO, Owners, VP, etc.
Our extensive research and based on market requirements of Quality and Costs, the best way to categories cost around Labor, MIG Wire, Shielding Gas & Electric Power excluding the capex & infrastructure related investments. A case study was used, using one WPS and weld was performed at three different factories using GMAW. Welders and welding environment were the variable components to simulate different welding cost given the welding environment of each factory. For Quality analysis geometrical aspects of the beads were considered.
Costs evaluation was done, showing to be most obvious area of improvement while implementing optimization process in the factory. Pre / post weld treatments & NDT checks were also excluded.
Introduction
Generally speaking, there are two types of welding companies and their behavior is just opposites:
- Large Scale.
- Design first, Cost Next
- Small Scale.
- Cost First, Design Next
And there are three types of Costs involved in Welding:
- Direct Cost.
- Raw Material Cost
- Component / material to be welded
- Mig Wire
- Shielding Gas
- Labour Cost
- Raw Material Cost
(Normally overhead & admin cost = Welder Cost; i.e. Labor Cost = 2 x Welder’s salary)
- Welders / Operators (Direct)
- Over heads (Indirect)
- Insurance, Allowances, safety, security etc
- Expense (Indirect)
- Supervisor, foreman etc
- Expenses
- Electric Power (Direct)
- Welding machine, Depreciation etc (Indirect)
- Accessories & Spares (Indirect)
In this Cost distribution, for ease of calculation & understanding we exclude Cost of component, Cost of welding machine & its depreciation as fixed costs. Also, excluded accessories & spares cost which follows the company environment, if process is optimized, this cost is also optimized.
After that we can sum up mainly four categories of weld cost:
- Mig Wire
- Labor (= 2 x Welder salary)
- Gas
- Power
Welder perception:“If little is Good, bigger is Better” Is this true for weld bead ?
Weld cost equation:
TWC = MC + GC + LC + EPC
Where;
TWC = Total weld Cost
MC = Mig wire cost
GC = Gas cost
LC = Labor & overhead cost
EPC = Electrical Power Cost
Weld Cost Perspective:
Global Perspective:

Source: Airgas USA (Although Equipment Cost is included in this case, and since it’s only 4%, if excluded it will not change much of the overall cost distribution.)
Source: https://www.thefabricator.com/article/automationrobotics/analyze-your-arc-welding-cost
Indian Perspective:

Although, Indian labor is quite economical compared to its counterparts in US, Europe etc, still it is the single biggest cost contributor in welding operation which is most neglected part in most of Indian metal fabrication companies.
Management Perspective:

Think & think twice before planning your cost reduction strategy, would you like to actually save or would like to be ‘penny wise pound foolish’
Case:
- 3 welders at 3 different companies
- 5 meter of 5 mm fillet weld per welded part
- 250 amps & 26 Volts as per WPS

Cost basis:
- Cost calculation in each case is extrapolated for monthly basis
- working days in a month is taken as 25
- Wire price is considered to be ~ ₹90/kg
- Electrical Power price is considered as ~ ₹10/unit
- Gas Price is estimated as ~ ₹65/m3
- Gas used is ARCAL 5 and the flow rate is 16.5 LPM
- Workers wage including all direct & indirect expenses is considered as ~₹125/hr
Welder “A”
- Follows WPS – 250 amps & 26 V (5 Kg / hr)
- 45% arc-on time
- Completes 5 meter of 5 mm fillet weld in 8 hours
- Welding Costs:
Wire ₹40k Gas ₹6k
Labor ₹30k Power ₹6k
Total ₹70k Total ₹12k
Welder “B”
- Welds made at 225 amps 24V (4.0 Kg / hr)
- 35% arc-on time
- Complete 5 meter of 6 fillet weld in 14.5 hours
- Welding Costs:
Wire ₹46k Gas ₹8k
Labor ₹54k Power ₹8k
Total ₹114k Total ₹16k
Welder “C”
- Welds made at 180 amps & 19 volts (2.5 Kg / hr)
- 20% arc-on time
- Complete 5 meter of 8 mm fillet weld in 62 hours
- Welding Costs:
Wire ₹70k Gas ₹18k
Labor ₹232k Power ₹11k
Total ₹302k Total ₹29k
Note: variations in parameters and fillet size is not a planned one, it is actually because of variations from company to company e.g. welder behavior, machine performance, company environment etc.
Analysis:
| Situation / shop floor environment |
Wire + Labor (A) |
Gas + Power (B) |
Cost Distribution (A) vs (B) |
| Welder “A” | ₹70 k | ₹12 k | 85 :15 |
| Welder “B” | ₹114 k | ₹16 k | 88 : 12 |
| Welder “C” | ₹302 k | ₹29 k | 91 : 9 |
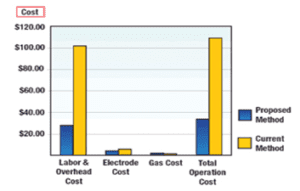
Conclusion:
Having SOP, WPS etc is good but not sufficient, its implementation varies company to company and welder to welder and thus variation in performance of company. An inefficient operation not only creates “hidden factory” but the losses tend to increase exponentially and major cost centre (wire + Labor) not only dominates inside the “hidden factory” also but further increases overall cost share of itself i.e. 85:15 to 91:9.
And minor Cost centre (Gas + Power) is automatically optimized if one optimizes major cost centre, i.e. if (for a given job) welding travel speed is increased so time of weld has reduced.
This leads to reduced power & gas cost (gas flow & power consumption will occur for that particular welding time when ARC was ON) however MIG Wire consumption will remain same as per job demand Moreover the other gain will be available labor time which can be utilised by welding extra jobs.
Hence, a little focus on productivity leads to all around savings in any welding shop.
Air Liquide as an expert solution provider can add value to the customer process by either “Weld Efficiency Analysis” – a comprehensive audit program with efficiency as the main theme or “Unlocking Hidden Cost of welding” – A dedicated programme focusing on cost optimization in weld. Investments in such programs will not only improve the aesthetic & ease of working but the ROI for these investments are very fast, most of the time it will pay off within few months.
Note:
Two cost centres indices may change slightly for low sheet metal thicknesses and for very high thicknesses i.e. grooved joints and multi pass or multi layer welding.
For grooved joints and multi pass / multi layer welding the major cost centre (Labor + MIG Wire) will be even more heavier because of the additional processes added to it e.g. groove preparations, pre & post weld treatments etc.
References:
Ref.1: Unlocking hidden cost of welding; Airgas USA.
Ref. 2: https://www.thefabricator.com/article/automationrobotics/analyze-your-arc-welding-cost



{kind=link}