

Overview:
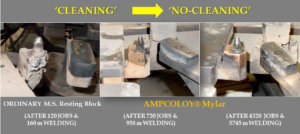
Purpose of this case study is to analyse the weld spatter resistance properties of AMPCOLOY® Mylar along with our objective of “cleaning to no-cleaning” process during MIG/MAG welding.
Also to address following points:
- Increasing Overall Equipment Efficiency
- Cost saving by using resting / clamping blocks made of AMPCOLOY® Mylar on welding fixture
- Increase in productivity per day by using resting / clamping blocks made of AMPCOLOY® Mylar
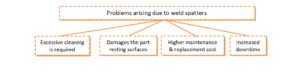
Weld Spatters: The biggest enemy in any welding environment. It creates problem like messy welding area, damages the body resting units & adds the fixture downtime. The maintenance teams have to go for additional coating on the units or spatter protection sprays.
Trails:
Trials were conducted for tier 1 supplier of 2 Wheeler manufacturer OEM in comparison with AMPCOLOY® Mylar Block against existing Mild Steel blackodised resting / clamping block.Trials:
First, we identified the pain area of the operator where heavy spatter deposition occurs on the welding fixture and huge time & rigorous cleaning activities are required.
We submitted AMPCOLOY® Mylar at an identified location in the fixture.

Technical parameters of the welding station on which trials were conducted:
- Welding Station: Robotic MIG welding
- Cycle Time per Job: 3 Minutes
- 120 Jobs per shift
- Welding Wire:
- Wire Dia. – 1.2 mm
- Wire Material – Er70C-6M
- Welding Parameters:
- 260 Ampere
- 25 Volt





{kind=link}