

Remote laser welding of steel-aluminum mixed joints.
Quick and safe joining of steel and aluminum using remote laser welding.
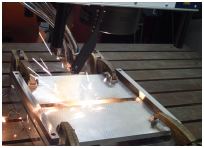
For the automotive industry of the future, load-adapted and lightweight components made from steel-aluminum mixed joints are required. Within the LaserLeichter project, the Laser Zentrum Hannover e.V. (LZH) has developed a laser welding process for the quick and safe joining of three-dimensional structures made of steel and aluminum.
Robust and lightweight steel-aluminum composite components are ideal for reducing vehicle weight and can help reducing pollutant emissions. In order to optimize the joining of mixed compounds for series production in the automotive industry, the scientists at the LZH have developed processes for joining two- and three-sheet metal joints with high welding speeds of up to seven meters per minute.
The basis for the remote laser beam welding process is a 3D scanner optic, newly developed by the TRUMPF Laser GmbH. With this, complex three-dimensional seam geometries are possible even with large structures. Thus, the process is particularly interesting for car body construction and can replace complex robot movements.
Stable joint in the event of a crash
The weld joint achieves a shear tensile strength of approximately 67 percent of the aluminum alloy. Due to the parallel arrangement of three welds, this can even be increased to about 95 percent. The process was developed for battery cases of electric cars, seat structures and car body parts. The Volkswagen AG (VW) has quasi-statically and dynamically tested the validation components for car body applications. The joined mixed compounds have an advantageous crash behavior, since the joining partners remain safely connected.
Use of the laser minimizes intermetallic phases
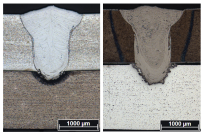
One of the challenges in welding steel and aluminum is to avoid hard and brittle intermetallic phases in the welding seam, which cannot be completely avoided. During laser welding, a low amount of heat is introduced into the workpiece in a well targeted manner. Therefore, these phases are formed to a reduced extent and the dissimilar materials are melted as defined. Thus, it is possible to control the mixing of the joint.



{kind=link}