

Ram Korada,
M.E; IWE, Welding Engineer,
SMS India Pvt. Ltd, Khurda manufacturing unit.
Introduction
Welding is a special process in that the end result always may not be able to be verified by testing. The quality of theweld is manufactured into the product, not inspected. This means that welding normally requires continuous control or that specific procedures be followed, or both. ISO 3834 deals with quality requirements in welding and has been prepared in order to identify those controls and procedures.Compliance with ISO 3834 confers confidence for the manufacturer and the customer alike that the product will be manufactured properly and should not suffer premature failure during service life as a result of manufacturing deficiencies. The control of welding will be achieved focusing onthree major elementslike,
- The technical instructions for production (WPS)&manufacturer’s procedures.
- Demonstration of personnel competence, capability and suitability (Welder & Welding Coordinator).
- Availability & Handling of appropriate resources.
These elements has to be incorporated within the system for the complies of quality system related standard like ISO 3834 or product related standards like EN 1090, EN 12732, EN 12952, EN 13445 and EN 15085.
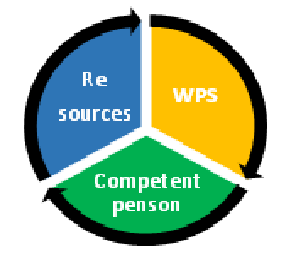
Fig: 01 Three major elements for control of welding
ISO 3834 standard sets specific requirements of competence of people with welding responsibilities and this includes welding coordination. In other words, it is clear that anyone and everyone who can have impact on final quality of welds in product must have the required competence. This is recognized in ISO 14731, Welding coordination –tasks and responsibilities.
This standard first published in 1994 as EN 719 and this was revised and published as first edition in year 1997 and second edition in 2006. Now this standard was technical revised and replaces by third edition in 2019. The correct implementation of ISO 3834 & ISO 14731, is the key to the cost-effective manufacture of safe and reliable welded products.Competence applies to all personnel’s to whom welding, or welding related, tasks have been undertaken.Compliance with ISO 3834 and ISO 14731 is away for manufacturers to ensure that they deal welding related tasks in anappropriate way.
Welding Coordination
In earlier edition ISO 14731:2006 uses the term responsible welding coordinator and this is been revised by deleting the word responsible and defines welding coordinator in ISO 14731:2019 as “person responsible and competent to perform welding coordination”. The expectation is that a competent welding coordinator is the person identified and nominated by the manufacturer as having adequate level of competence for the range of products manufactured, can make decisions and to sign documents which affect product quality. The nominated welding coordinator has an overall responsibility for monitoring welding activities and for taking action when welding has not been correctly performed see figure:2, How responsibility develops.
The term “welding coordination” used in the standard is a job function that means it is the duty of the manufacturer to establish if a certain person has the competence, knowledge, skill and experience to fulfill the requirements of the job and been appointed for fulltime or contract. Just appointing someone based on his/her education is not enough; it is the suitability for the specific job in a specific company.
The tasks of welding coordination personnel shall be selected from ISO 14731 Annex B and/or as specified, for example, in application standards and other documents. The level of competence of welding coordination personnel shall be determined in accordance with the complexity of the welding and related activities, product type(s), the range of different materials, the extent to which metallurgical problems can occur, criticality of the application, safety and the quality requirements specified in the relevant part of the ISO 3834 series. Don’t forget: the standard says,
- Where more than one person carries out welding coordination, the tasks and responsibilities shall beclearly allocated, such that responsibility is clearly defined and the persons are competent for each specific welding coordination task.
- The manufacturer shall appoint at least one person to be responsible for welding coordination tasks.
- If welding coordination is subcontracted, the tasks and responsibilities shall be defined and documented. However, compliance with this document remains the responsibility of the manufacturer.
- Tasks & responsibility as stated in standard Cl 4.2 & Cl 5 shall be assigned to welding coordinators in specific by manufactures.
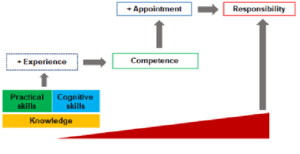
Fig: 02 How responsibility develops
Welding coordination according to ISO 14731 addresses the tasks& responsibilities involved in welding activities are planning,execution,supervising and Inspection of those manufacturing and technical activities undertaken to control the welding see figure: 3,It should be noted that welding Coordination is usually performed by various categories of personnel, many of whom are not traditionally considered to be part of the welding technology team. Based on organizations structure and extensive welding activities will usually employ a number of persons who deal exclusively with the control of welding. Those persons can have titles such as weldingengineeror welding technologistand are normally recognized as full-time welding coordinators. Some persons having other titles (e.g. production manager, foreman) and performing other tasks in addition to welding coordination are considered as part-time welding coordinators. Some welding coordination activities, typically related to the storage and handling of consumables, and maintenance and calibration of equipment, can be allocated to persons having titles which bear little connection to welding. Such people are generally qualified for only a few specialized welding coordination tasks. Some manufacturers allocate the responsibility for some of the detailed planning to welders or welding operators. In such cases, the manufacturer should ensure that the welders and welding operators have the necessary knowledge and competence. Control of inspection andtesting activities that are also welding coordination activities are usually performed by persons bearing titles such as welding inspector, NDT engineer or quality manager.However, in some organizations, such activities may be allocated to foremen or other personnel.
ISO 3834-2 and ISO 3834-3 require application of ISO 14731, which presents “the human aspect” of welding control and, as such, is an important standard. Within the system, each control activity, e.g. control of maintenance of welding equipment, is performed by one or more persons, normally employed by the manufacturer. ISO 3834 identifies requirements for each element of welding control. In allocating these welding coordination tasks and responsibilities, the manufacturer should

- a) Identify the separate control systems and prepare lists of all tasks and responsibilities and who they are allocated to,
- b) Check all of the listed tasks and responsibilities to ascertain that all the activities listed in ISO 14731 have been incorporated into the control system and that they have been properly allocated to a person or persons,
- c) Identify the criteria for competence in terms of qualification, experience and training for each of the welding coordination positions, and
- d) Ensure the competence of those persons nominated as welding coordinators by way of experience, training and/or qualification is adequate for their allocated tasks.
It must be emphasized that the qualification needed for each welding coordinator is a consequence of the way in which the manufacturer has allocated tasks and responsibilities in his organizational structure.
Concept of competence and levels
Now ISO 14371:2019 refers three levels of competence previously called as “knowledge levels” as there are 1. Comprehensive Level 2.Specific Level and 3. Basic Level. The meaning of competence & knowledge mush better defined in current standards,
competence: Proven ability to use effectively knowledge, skills and personal, social and/or methodological abilities,in a wide variety of work situations in terms of responsibility and autonomy Knowledge: outcome of the assimilation of information, the body of facts, principles, theories and practices that isrelated to a field of work, through learning (theoretical and/or factual).
Competence is an outcome of application of skill & knowledge, it describes what someone can do. It does not describe the learning process which the individual has undergone. Knowledge is obtained by combination of education, training & experience. Competence includes application of welding and related standards when relevant to the assignedtasks. See figure 04 & Table 01 for better understanding.
Fig: 04: How Technical Knowledge & Competence is attained by different parts
Table: 01 Comparison of competency levels
| Competency Levels | ||
| Comprehensive | Specific | Basic |
| Highly specialized problem solving skills | Advanced Problem solving skills | Fundamental problem solving skills |
| Proven Skills abilities at : critical situation & evaluation to define or develop the best technical & economical solutions |
Proven Skills abilities at : critical situation & evaluation to select appropriate technical & economical solutions |
Proven Skills abilities at : ability to identify and develop appropriate solution |
| Applications: Highly complex & unpredictable conditions |
Applications: Complex & unpredictable conditions |
Applications: Common basic and specific problems & predictable problems |
| Decision making, define & revise welding and related personal tasks | Decision making, define the welding and related personal tasks | Decision making in common standard work and supervise the basic welding and related personal tasks |
| Duties : Adapt & Manage the Fabrication works |
Duties : Manage the Fabrication works |
Duties : Supervise the Fabrication works |

Assessment of welding
Coordination Personal
ISO 14731:2019 states Assessment shall cover at least as follows:
- Previous experience of welding similar products with the standards used by the manufacturing organization;
- Extent of experience fabricating the materials used by the manufacturer;
- Previous experience in using the welding supporting standards, e.g., WPQR, WPS, Welder/ Operator qualifications;
- Understanding of the ISO 3834 series and ISO 14731;
- Experience of troubleshooting of welding related problems;
- Knowledge of relevant essential welding and related tasks as specified in Annex B.
- Theoretical knowledge to a level relevant to the manufacturer as specified in Cl. 6. (Competency level)
The assessment of the competence of welding coordination personnel should include a review, as a separate professional interview and/or during a shop walk around. Where possible, the review should be conducted by a person with a level of competence equal to or higher than the welding coordination personnel under review.
Key Changes in current standard
The main changes in ISO 14731:2019, compared to the previous edition are as follows:
- Informative reference to IIW has been removed due to anti-competition rules.
- Annex A now addresses the assessment of welding coordination personnel.
- The term responsible welding coordinator, RWC, has been deleted.
- The concept of competence and levels (see Clause 6) has been introduced.
- New sub clause B.20 has been added to address Health and Safety and Environment.
Summary
- To control various welding & welding related tasks and to achieve the desired quality consistently a person with welding responsibilities shall be competent to deliver in those related tasks.
- It the core responsibility of manufacture to assign the welding coordination personnel responsibilities& their position in the manufacturer’s organizationstructure. The extent of authorization assigned to them to carry out the tasks as per Annex B and authorization of tasks assigned to them to accept or validate, by signature are clearly should be evident in technical administrative documents or contracts, on behalf of the manufacturer.
- To demonstrate the competencelevel, every individual welding coordinator shall prove their level of skill abilities, education, qualification and experience with relevant to job specific and confirm theirresponsibility by performance and effectiveness of welded components.
References
- Ing. Henk J.M Bodt (IWE)
“How doesIIW educations matchwith ISO 14731:2019”IIW-IAB-362-19.
- Welding coordination –
Tasks and responsibilities (ISO 14731:2019).
3.Quality requirements for fusion welding of metallic materials — Part 6:Guidelines on implementing ISO 3834; ISO/TR 3834-6.



{kind=link}