

Pema T-Beam Production Line Improves Shipbuilding Efficiency
Precise output quality is achieved without any post-weld processes.
In today’s rapidly changing shipbuilding industry, competitiveness and productivity need to be developed constantly. In practice, it means that every unnecessary work phase and possible bottle neck should be eliminated from the production chain. Pemamek’s automated T-beam production line takes into account these demands, enabling shipbuilders to improve their overall shipyard profitability and efficiency.
“In PEMA T-beam production line, the welding and deformation control system developed in-house, is an example of innovative integration of modern processes as an essential part of the total fabrication process,” said the company spokesperson.
Tackle typical challenges
The goal of advanced flat panel fabrication process is to minimize panel deformations and maximize output of the fabrication line. In order to do so, it requires accuracy in panel fabrication, but above all it requires geometrical precision of welded sub-assemblies, such as T-beams, which are later welded to flat panels.
In PEMA T-beam production line, the welding and deformation control system, developed in-house, is an example of innovative integration of modern processes as an essential part of the total fabrication process.
In shipyard steel manufacturing, the size and shape of the parts play significant role in the overall productivity. When parts are precisely positioned and compatibility of the parts is good, the amount of rework and time used on fitting can be minimized. Although, when using higher strength steels and reduced material thicknesses the risk of deformations increases. In T-beam and web assembly on panel and block lines, deformations of welded T-beams tend to cause a lot of unnecessary rework.
Traditionally, post-weld heat treatment and mechanical straightening processes are used to increase dimensional accuracy of T-beams and make the beams straighter. These post-weld processes may, however, increase or dissolve residual stresses which may result in greater deformations. These processes also increase the time used for T-beam production.
In order to tackle these issues, Pemamek has developed fully automated PEMA T-beam production line. The output of the production line is high in capacity and dimensionally accurate for panel fabrication and other shipbuilding processes. Precision in output quality is achieved without any post-weld processes.
“In order to tackle these issues, Pemamek has developed automated PEMA T-beam production line.”
Defect-free high-speed welding
Fabrication of T-beams in PEMA production line starts from receiving the pre-processed flanges and webs. Flanges will be cut to correct length, the ends are shaped and reference markings are placed. Webs are cut to correct size and shape with thermal cutting process in the plate pre-fabrication area.
Cleaned web edge against the cleaned flange enables high-speed and high-quality welding. By cleaning the welding zones, it can be assured that impurities do not cause any welding defects and optimum welding process parameters can be utilized.
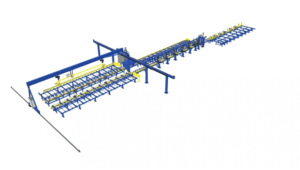
PEMA T-beam production line 3D model.
PEMA profile processing line, powered by HGG has a feature that cleans the flange at the web connection zone and shapes the flange ends. Pemamek’s plate cutting stations can be utilized to provide accurate and high-quality webs for T-beam production line.
Cleaning of web edges is an integral part of the T-beam welding line before assembling the T-beam. PEMA gritblasting unit can be used to clean both edges of the web simultaneously, i.e. straight and cleaned T-beams can be delivered directly after the T-beam production line for the following work phases.
Easy and accurate matching of web and flange
Flanges and webs are gathered to buffer conveyors and in the assembly station the web is flipped 90° to vertical position and positioned on the corresponding flange.
After positioning the web and flange longitudinally and transversally in correct position according to the correct offsets, the operator ensures the fine adjustments and tack welds the front end of the T-beam. As the tail end of previous T-beam is being welded in automatic mode, the assembly of new T-beam will not reduce productivity of the line. Thanks to the dedicated handling devices, safety and fully controlled positioning of the webs and flanges are guaranteed.
Automated PEMA T-beam production line enables high capacity and geometrically precise T-beams.
State-of-the-art welding and deformation control system
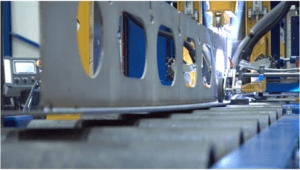
Double-sided single GMAW fillet welding process and specific pulse mode are used to obtain wanted features: low heat input, proper penetration and throat thickness, high welding speed and consistent high quality. In-house developed deformation control system is used to minimize the T-beam deformations caused by welding. Usually deformations cause longitudinal and transversal shrinkage, angular deformation and bending of T-beam. Cutouts in the web cause another variable to be taken into account when trying to minimize the deformations.
PEMA WeldControl 120 AutoSmart with weld & heat balance simulation analysis is used to determine the correct heat balancing parameters so that straight and dimensionally accurate symmetrical T-beams can be achieved.
While T-beams are dimensionally accurate, the assembly of T-beams in the following work phases is easier and faster; the quality, overall productivity and post-production value of T-beams will improve.

Automated T-beam production line enables shipbuilders to improve their overall shipyard profitability and efficiency.



{kind=link}