


Alireza Samimi Mottaghi, Welding Engineer-Responsible Welding Coordinator, Precision Metal Group Aust., Sydney-Australia
ISO 9606 standards are series of international standards for welder qualification on different materials. Therefore, the welder who is qualified according to these standards shall fulfill the requirements of these standards independently from the place, examiner and the type of product. However, in this review we will discuss about non-conformities in these international standards and their results that could cause differences in the condition of qualification according to examiner decision with refer to unclearness and mismatches in these standards. These non-conformities are about the use of shielding gasses, range of approvals, normative references and evaluation of imperfections etc.
Introduction
Welder qualification standards define the qualification tests for welders. These standards must provide a set of technical rules for a systematic qualification test of welder, and enables such qualifications to be uniformly accepted independently of the type of product, location and examiner/examining body.
When qualifying welders, the emphasis is placed on welder ability to manually manipulate the electrode/welding torch/welding blowpipe and thereby producing a weld of acceptable quality.
Welding positions
In 1994 version of this standard we have some pictures that clear the welding positions for qualifying the welders , we have butt welding on pipe in PC position and it is written that the pipe must be fixed , the weld axis is vertical and weld is horizontal (Figure 1).
The question is why the pipe must be fixed, and what if it is rotating and the weld axis is vertical and weld is horizontal, is n, t it PC position, if we have a component that is rotating on a welding positioner then what is the welding position and on the other hand, in ISO 6947 that is the Welds-Working positions-Definitions of angles of slope and rotations there is not mentioned that in PC position the pipe must be fixed (Figure 2).
The point is that the same notification is in AWS standard but not in ASME standard. This non-conformity is repeated in 1998 and 2004 versions of this standard.

Figure 1: Butt welding position on pipe ISO9606-2:1994.
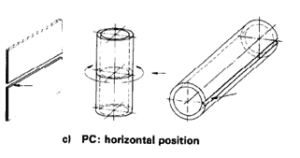
Figure 2: Butt welding position on pipe ISO6947:1990.
Welder approval test certificate Annex A
According to ISO 9606-2:1994 and 1998, the table of range of approval is empty to fill according to the standard (Figure 3).
However, in ISO9606-2: 2004-dashed line are added in the table of range of approval for shielding gasses and auxiliaries (Figure 2).
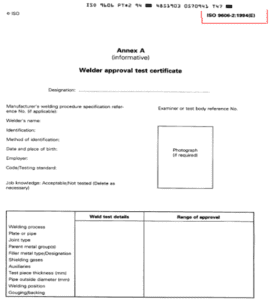
Figure 3: ISO 9606-2:1994, 1998 Annex A.
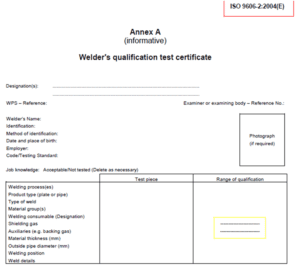
Figure 4: ISO 9606-2:2004 Annex A.
There are two deductions from this dash line in this table:
The dash lines mean that only the gas used in the welder qualification test is acceptable and the welder is not permitted to weld with any other gases, in result there is no meaning for the grouping system of the welding gases according to the EN 439 standard if a welder test is with one of the gas mixtures it is not acceptable to weld with the other one and etc.
The second deduction could be a very superficial conclusion that the dash lines mean there is no limitation for the welder to use any type, percentage, or mixture of gases while there are deep differences when a welder use for example an Ar gas or He in welding of aluminum.
These changes are made from 2004, the dash lines are added to this table, why, what is the main reason, and meaning is a question.
J-L welding positions
In all these years and different versions of this standard from 1994 to 2004 we cannot find J-L positions that are inclined position with fixed axis of pipe and welding in downward position we can find H-L045 (inclined position with fixed axis of pipe and welding in upward position in this standard), figure 1, however we have the downward welding position PG and PJ for aluminum but there is no signification of this welding position (Figure 5, 6).
As an international standard, we can find it in AWS D1.2 that is for welding of aluminum.
The weld position on pipes with inclined axes, with welding direction” welding Down” (J) and an inclination angle of 60o , shall be designated as follows:
J-L 060
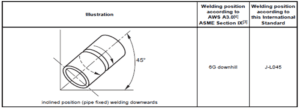
Figure 5: J-L045 in ISO6947.
Figure 5: J-L045 in ISO6947.
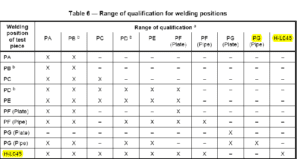
Figure 6: Table 6 of ISO9606-2.
Range of qualification for welding positions
In normative references in ISO9606-2:2004, there is EN ISO 6947 :1993 represented as the reference standard for welding positions (see figure 7).In this standard , PE and PC welding positions are pictured for butt welded joint and not for fillet welds. (Figure 8)
While there were no mismatches in 1994 and 1998 in range of qualification for welding positions (figure 9), according to ISO 9606-2:2004 where a welder weld in PD position, the welder is qualified to weld in PA, PB, PC, PD, PE, PF (plate ), see table 6, Figure 10.
On the other hand when we look more precisely in table 7, we can see there is a note ” b” for welding in PB and PD positions that is: “welding position PB and PD are only used for fillet welds (see 5.4 b) and can only qualify fillet welds in other welding positions”, while PE and PC are qualified and these positions were shown for butt weld.
When welding engineers are confronted with these mismatches, some of them draw a conclusion that PE and PC welding positions can be used also for fillet welds, but on the other side the reference standard show something else and in result, it is important that on which side you are, contractor or subcontractor? In addition, who you are dealing with. This could result in a need to a new welder qualification test or an acceptance according to a self-decision, not according to the standard.
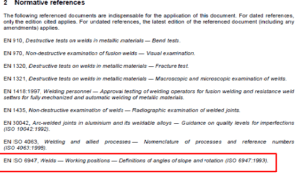
Figure 7: Normative references of ISO 9606-2:2004

Figure 8: EN ISO 6947:1993
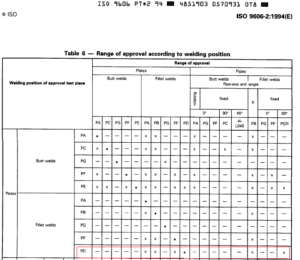
Figure 9: Table 6 of ISO 9606-2:1994.
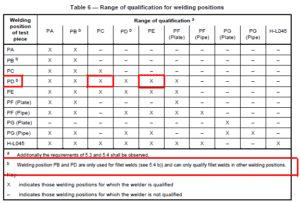
Figure 10: Table 6 of ISO 9606-2:2004.
Forward of 9606 parts
In Figure 11, you can see the mistake happen in the definition of the 9606 parts in 1994 and 1998 in the left side of the picture and on right side of picture, the correct one that must be.
Figure 11: Page IV of 9606-2:1994 and 1998.
Repeated non-conformities
If we try to exaggerating mismatches , there are a lot of minor mismatches, there are some non conformities in this standard and other versions that are repeated for many years and different revisions which results in self decisions, discussions and … .
Example No.1: There is a sentence in this standard shown in Figure 12.
The welder shall be allowed to remove minor imperfections by grinding, except on the surfaces after finishing the weld. The permission of the examiner or examining body shall be obtained.
Figure 12: Part 6.3 of 9606-2:1994, 1998, 2004.
In this part, we have a sentence that refer to minor imperfections but what are the MINOR IMPERFECTIONS and where that have been defined. Who must decide between two welding engineer that for example an imperfection seems a minor imperfection for one of them and for the other one is not a minor imperfection.
Example No.2: is another sentence repeated in 1994 and 1998 table 7 note 4 that was up to the examiner to decide if PT test is required for supporting fracture test or not (Figure 13).
Again, it was a cause to discuss always between the contractors and subcontractors, if it is necessary, there is no reason to make any doubt in standard and if not, it should be omitted from the standards as if it happened in 2004.
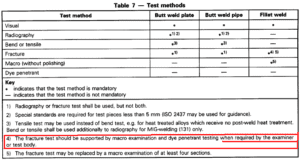
Figure 13: Table 7 of 9606-2:1994, 1998.
Acceptance criteria
In Normative references of 9606-2 (figure 14, 15) quality.
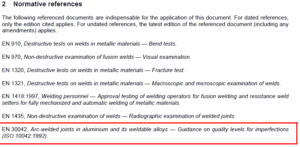
Figure 14: Normative references of ISO9606-2:2004
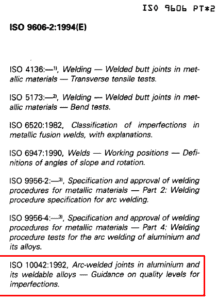
Figure 15: Normative references of 9606-2:1994, 1998.
Level for imperfections are according to EN 30042 or ISO10042:1992 .according to the scope of this standard (figure 16) the material thickness is between 3 to 63 millimeter.
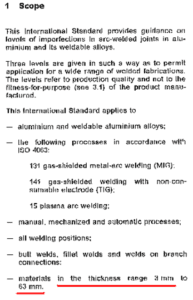
Figure 16: Scope of ISO 10042:1992.
However, the range of qualification of welders are out of this range and what if we want to qualify a welder on thickness ranges for example less than 3mm thicknesses (Figure 17).
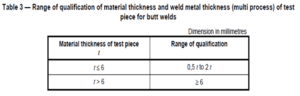
Figure 17: Range of qualification of material thickness.
In conclusion, standards must be clear in a way that users do not need to interpret and discuss, furthermore if the standard is a new one so there could be some missing, faults and needs to improve corrections. So, it can be suggested to improve new ways to decrease repeated mismatches in worldwide mostly used welding standards.
References
- Qualification test of welders – Fusion welding-Part 2: Aluminium and aluminum alloys ISO 9606: first edition 1994
- Qualification test of welders – Fusion welding-Part 2: Aluminium and aluminum alloys ISO 9606: edition 1998
- Qualification test of welders -Fusion welding-Part 2: Aluminium and aluminum alloys ISO 9606: edition 2004
- Welding and allied processes – Welding Positions ISO 6947:1993
- Arc-welded joint in aluminum and its weldable alloys-Guidance on quality level for imperfections, ISO 10042 : first edition 1992



{kind=link}