

Aluminium is a versatile material with superior properties like High Strength-to-weight ratio, Corrosion Resistance, Good toughness at low temperatures, Ease of machining, forming etc. Aluminium is finding increasing applications in Automobiles, Aerospace, Defence, Power, Building and Packaging sectors. Many small and medium fabrication shops are now adapting themselves to fabrication of Aluminium. When these firms well versed in steel fabrication turn to Aluminium fabrication, they should learn that “Welding Aluminium is Not Difficult, but it is Different”
| Physical Property | Aluminium | Mild Steel |
| Density (g/cm3) | 2.7 | 7.86 |
| Melting Point (OC) | 660 | 1500 |
| Coefficient of Thermal Expansion(x10-6oC ) | 24 | 12 |
| Thermal Conductivity (cal/cm/s/oC) | 0.52 | 0.12 |
| Average Specific Heat (0-100oC)( cal/gm/oC) | 0.22 | 0.11 |
Table 1 – Comparison of Aluminium with Mild steel.
The colour of Aluminium is light gray to silver. Unlike steel, where the colour changes when it is heated and when it melts, there is no colour change in Aluminium when it is heated or when it melts. Due to absence of any colour change, it requires good amount of experience for a welder to distinguish that the weld edges are properly melted and fused during welding to avoid lack of fusion or melt-through.
Aluminium is a very active metal. It reacts with atmospheric oxygen and forms a hard refractory layer of Aluminium oxide on the surface. The melting point of Aluminium oxide is almost three times more than the melting point of Aluminium. Whereas, in steel the melting point of iron oxide is at half the melting point of steel. Unless the oxide layer is completely removed before aluminium welding, it will interfere with fusion of base metal and deposited weld metal. The oxides can also get into weld as oxide inclusions and affect the weld properties and also lead to porosity.
Aluminium has low melting temperature, but it has very high thermal conductivity. It conducts heat five times faster than steel. So, more heat must be applied for fusion welding aluminium, even though the melting point of Aluminium is much less than half that of steel.
The thermal expansion of Aluminium is twice that of steel. In addition, Aluminium undergoes around 6% reduction in volume during solidification. The Aluminium welds lead to more distortion when compared to steel.
The most common problem faced in welding Aluminium when radiographic quality welds are required, is the difficulty in containing porosity in the weld. Porosity in aluminium weld can range from extremely fine micro-porosity, to coarse pores of 3 – 4 mm in size.
(See picture 1)

| Picture 1 – Fine dispersed porosity &Large irregular shaped Pores in Aluminium welds |
The root cause of porosity in aluminium weld is Hydrogen. Aluminium has very high solubility for hydrogen in the molten condition and very low solubility in solid phase. (See Picture 2) At the high temperature of the arc, the molten weld pool is supersaturated with hydrogen and gas pores start forming. There is about 20 times decrease in solubility when solidification takes place which makes it extremely difficult to produce porosity free welds.

Picture 2 – Hydrogen solubility in Aluminium
When porosity is the problem, the first course of action is to identify the source of hydrogen that is causing the porosity. There are many sources of hydrogen and various precautions are necessary to minimise porosity to acceptable levels. The preventive steps for minimising porosity in aluminium welding are described below.
1) Parent Metal.
- If parent metal contain dissolved Hydrogen it will be impossible to prevent porosity in the weld. While procuring the plates/castings, the dissolved Hydrogen is specified below 2 ppm. If porosity is persisting, the plate/casting should be checked for its hydrogen level. Degassing in a vacuum furnace is suggested before welding.
- Aluminium should be stored in a clean dry covered area. Vertical storing is preferred to minimise moisture condensation on the plates.
- With higher Relative Humidity, the difference in atmospheric air temperature to metal temperature becomes more restricted to prevent moisture condensation. (See Table -2.) When plates are brought in from outside, a 24 hour time should be provided for temperature to stabilise.
| Relative Humidity in % | ||||
| 90 | 75 | 50 | 25 | |
| T in oC. Air-Metal | 1 | 2.2 | 5.5 | 12 |
Table 2 – permissible Air-metal temperature difference to avoid moisture condensing
- Even when no preheat is specified in the WPS, the base metal should be just warmed with a heating torch to drive away any condensed moisture.
- After weld edge preparation the surface should be free from burs. Any rough surface or burs should be removed by filing as moisture can be trapped below rough surface.
- Cleanliness of the parent metal from moisture, grease, lubricants, drawing compounds and other contaminations is extremely important in achieving low levels of porosity. Degreasing with a solvent like acetone or chemical etching should be done followed by cleaning with stainless steel wire brush.
- Just before the plates are set-up for welding, mechanical filing the weld surfaces is necessary to remove the freshly formed oxide layer. Welding should be done within two hours of mechanical cleaning. When not worked upon, the assembly should be kept covered by polythene sheet.
2) Filler wire
- The filler wire should be stored in its original packing until required for use. Filler wires once unpacked should be kept in temperature controlled cabinet/room to prevent oxidation and creation of hydrated oxide layer by moisture condensing on it.
- GTAW filler wire should be cleaned with a lint-free cloth and a good de-greaser before use. Once the wire is cleaned it should not be handled with bare hands to prevent perspiration from the welder’s hand contaminating the wire. Always use a clean pair of gloves.
- In GTAW, use of larger diameter filler wire will help to reduce porosity as the surface area to mass of wire will be less compared to smaller diameter wires. (See Picture 3)

Picture 3 – Larger wire has less ratio of contaminated surface to clean mass
- In GMAW, the wire feed rollers and torch wire guide should be cleaned at frequent intervals to avoid the wire picking up contaminants while passing through. Devices can be fitted around the wire in the wire feed unit where it enters the torch which will clean the wire as it passes through.
- When permissible by WPS, use of Al-Mg filler wire will help to reduce porosity as 6% magnesium increases the solubility of Hydrogen in the weld metal.
4) GTAW Torch
- The GTAW torch should be fitted with gas lens to make the shielding gas flow lamellar free from turbulence. (See Picture 4)

Picture 4 – Use of gas lense to ensure lamellar flow of shielding
5) Shielding Gas.
- The Argon gas should be High Purity (99.97% purity) grade. The moisture content in the gas should be kept low by specifying dew point below minus 50o Procuring gas in bulk supply tanks will ensure consistency in gas purity.
- Plastic or Rubber based hoses for delivering shielding gas are porous and allow moisture to permeate inside. So Teflon based (polytrifluro-chloroethylene) hoses are recommended. (See Table 3)
| Hose Composition | Common Name | Permeability |
| Isoprene | Natural Rubber | Highest |
| Polychloroprene | Neoprene | High |
| Polyvinylchloride Low dendity polyethylene Polypropylene |
PVC | Low |
| Polytetrafluroethylene Polytrifluro-chloroethylene |
Teflon | Lowest |
Table 3 – Moisture Permeability of gas hoses.
- The gas delivery system should be checked regularly to ensure that all the joints are tight, the hose is not damaged etc.
- The hose and torch length should be kept at bare minimum as necessary
- When starting welding activity after a break (overnight/weekend) the gas delivery system should be purged with the shielding gas for sufficient time before starting welding activity.
- Gas flow rates should be kept within the range. High flow rates will create turbulence and trap atmospheric air.
5) Welder Technique
- The torch angle should be 10 – 15 degrees from perpendicular in forehand direction. Acute torch angle can create turbulence and entrap atmospheric air and moisture leading to porosity. (See Picture 5)

Picture 5 – Acute torch angle entrapping air due to turbulence
- Always weld with optimum current and travel speed to allow sufficient time for gas to escape from weld pool. Very high current increases the temperature of weld pool and absorption of hydrogen into weld pool. Low amperage and high travel speed can trap gas in the weld.
- Always weld with optimum shielding gas flow rates specified in WPS. Insufficient shielding gas flow will expose the molten weld pool to atmospheric gases. Excess shielding gas will create turbulence and atmospheric air could be drawn into the arc.
- In GMAW, use of pulsed arc with high peak current will help to allow the gas to escape from the weld puddle.
- In GTAW, use of AC square wave will help to break and disperse the oxide layer by the cathode cleaning action of the arc during electrode positive cycle.
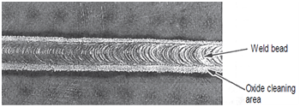
Picture 6 – Aluminium weld cleaned by oxide cleaning action of arc
- Arc length should be kept as low as practical. Long arc can provide insufficient shielding from atmosphere
- Welding in area of high draft should be avoided. Example:- Welding close to open shop door, Fan directed at the weld area. Use a windscreen around the weld area to maintain the shielding in good condition.
AUTHOR

S. Sankaran; A consultant to Welding Consumables & Fabrication industries.
- Played an active role in implementing latest welding processes and indigenous development of welding consumables.
- Established the School of Welding and organised the Educational and Training programs at the Welding Research Institute, Tiruchirapalli.
- Was in charge of Sponsored Research and Industrial Consultancy Projects at WRI.
- Deputed as Welding Expert for the construction of a turnkey Thermal Power Station at Tripoli in Libya.
- Was the Head of Welding Engineering at the Bharat Earth Movers Ltd
- Worked in Larsen & Toubro Ltd as Head of Welding Engineering & Metallurgy Department of the Heavy Engineering Division, Mumbai.
- Was an office bearer of The Indian Institute of Welding, branches at Tiruchirapalli and Mumbai.
- He was a member of the Central Council of IIW.
- He is a Fellow of the Indian Welding Society. He was founder Chairman of IWS-Western Zone.



{kind=link}