


D.S. Honavar, Chairman, Honavar Electrodes Pvt. Ltd.
Introduction
It was on the 3rd January 1943 that the first indigenous SMAW electrode was produced and the foundation of consumable manufacturing industry was laid. What is noteworthy is that the electrode was manufactured with indigenous machinery and raw materials, during the years of 2nd world war, when no cargo ship could reach Indian shores.
Historical Development & Current Status ((1943 – 2015)
It is now 73 years from the time of manufacture of the first indigenous SMAW electrode. In taking stock of the current status of technological advancement, it is only appropriate that we should look back and see how this stage has been reached.
3rd January 1943 : Start of electrode manufacturing operation at National Radio & Engineering Co., a Tata undertaking (45,000 pieces per day using two extruders in three shifts).
May 1947 : Indian Hume Pipe Co. Ltd took over the unit and started producing about 15,000 pieces per day in one shift for captive consumption.
1947 : Indian Oxygen Ltd., the first large manufacturer, commenced production.
1952-53 : J.B. Advani Oerlikon Electrodes Ltd. commenced production.
Since then it has been a period of steady growth which can be divided as follows:-
1953-62 : Rapid growth due to restrictions on the import of electrodes. The protection given by the Government went a long way in helping the two companies to establish their products on a firm footing. It is noteworthy that the available range included not only conventional rutile type (E 6013) but also low hydrogen types ( E 7016), iron powder rutile (E 6014, E 6024) and iron powder low hydrogen types (E 7018), low alloy steel types, Cr-Ni & Cr-Ni-Mo austenitic steel types, austenitic manganese steel types, phosphor bronze, nickel and monel types.
1962-63 : A period of acute shortage of electrodes due to paucity of core wire.
1963-66 : A sudden spurt in electrode manufacture through establishment of factories by about ten new companies.
1967-69 :
(a)Establishment of factories by another three or four new companies and also expansion by three older
companies.
(b)Severe recession and financial setback due to the large increase in
installed capacity coupled with sharp drop in demand from heavy
engineering industrial units.
(c)Substantial technological progress in development and manufacture
of electrodes for sophisticated welded fabrication.
1970-78 : Phenomenal technological achievements and all round progress of the electrode industry.
1980-1990 : Growing awareness of the need to enhance productivity through use of continuous wire process, especially GMAW – solid wire with CO2 shielding. However, lack of availability of good consumable, especially high quality CO2, and welding machines, hindered wider acceptance and progress.
1991 – 2000 : Relaxation of import control helped to convert thinking and knowledge into steady growth in employment of GMAW, especially with introduction of good welding units, combined with new power sources.
2001 – 2008 : Very rapid development in acceptance and application of GMAW – solid wire and FCAW, aided by improved availability of argon based gas mixture. In particular, production of steel for wire rods (TATA STEEL GRADE WR-3M) in adequate quantities, has resulted in a spurt in production & use of ER 70S-6 wire. The new generation of inverter based power sources has made a handsome contribution to this rapid growth in use of GMAW to the extent of 25% of the total arc welding.
2009 – 2015 : Progressively wider acceptance and use of FCAW, especially in welding of carbon steel, aided by indigenous production of E 71T1 grade by several manufacturers. Progressive reduction in prices of E 71T1 has been helping to promote use of FCAW. Obviously, there has been progressive shift from SMAW to GMAW. Adequate production & supply of wire rod coils of ER 70S-6 grade by Tata Steel & Jindal Steel, has promoted use of GMAW in structural fabrication with IS 2062 steel. Such steady progress is a matter of satisfaction for the welding industry and fraternity. Share of GMAW rose to about 35%.
The contributory factors are:
- progressive development of filler materials i.e. solid wires, flux cored wires and metal cored wires;
- bulk packages of wires made available to user industry,
- availability of argon based mixture for improving the overall performance,
- inverter power sources to enhance the quality of welding while achieving energy saving, and
- pulsing devices for tackling critical In fact, the work done in this particular area is serving the welding industry abroad so well that it has now established itself as P-GMAW (Pulsed current Gas Metal Arc Welding).
Top 10 steel producing countries
| Rank |
Country |
2014(Mt) |
2013(Mt) |
2012 ( Mt ) |
2011 (Mt) |
| 1 | China | 822.7 | 815.4 | 716.5 | 694.8 |
| 2. | Japan | 110.7 | 110.7 | 107.2 | 107.6 |
| 3. | United States | 88.3 | 86.9 | 88.6 | 86.4 |
| 4. | India | 83.2 | 81.3 | 76.7 | 73.6 |
| 5. | Russia | 70.7 | 68.9 | 70.6 | 68.9 |
| 6. | South Korea | 71.0 | 66.1 | 69.3 | 68.5 |
| 7. | Germany | 42.9 | 42.6 | 42.7 | 44.3 |
| 8. | Turkey | 34.0 | 34.7 | 35.9 | 34.1 |
| 9. | Brazil | 33.9 | 34.2 | 34.7 | 35.2 |
| 10. | Ukraine | 27.2 | 32.8 | 32.9 | 35.3 |
| Total for Ten Countries |
1384.6 |
1373.5 |
|||
| Total for Other Countries |
252.0 |
245.0 |
|||
| World (65 Countries) |
1637 |
1618 |
|||
TABLE-1
In the last calendar year 2015, India’s steel production was 89.6 M.T., whereas that of the U.S.A. was 78.9 M.T., recording a drop by as much as 10.5% from that of 2014. This has resulted in India replacing the U.S.A. in the third place, behind China in the 1st place ad Japan in the 2nd place.
- Welding vis-a-vis Steel
Advancement in developed countries (India included) is so rapid, propelled by intensive and extensive R&D work, that it is not easy to keep information up to date even in the respective specific areas of activity. In recent years these efforts have moved into intricate, innovative studies in science of welding, so as to explain the behaviour of welded joints and to have better control over the contributory factors and thereby to obtain the desired results by preventing failures. In taking stock of the current status of welding in India and the trends in developed countries, we need to examine the Indian scenario against the backdrop of rapid technological advances. More than ever before, this has to be done in a realistic manner and with requisite speed, as necessitated by the policy of liberalization and the resultant globalization of industry and trade. There is no scope whatsoever for slipshod estimation and planning of yesteryears. Any such exercise has to take into account the situation on the steel front in India, because welding and steel are related closely.
Steel production in India touched the figure of 83.2 million tonnes in 2014 and the figure of 89.6 million tonnes in the calendar year 2015. The significant growth in this vital sector closely linked with welding industry is highlighted by the comparative figures for the four years 2011 to 2014 shown for top ten steel producing countries as shown in the Table-I. On the basis of its performance in the year 2015, India today ranks at the third place, behind China & Japan. Equally noteworthy is the steady rise in per capita consumption of steel, despite the increase in population to the figure of 57.8 Kgs. in the year 2013. Comparative figures with other countries are given in Table-2.
As steel and welding go together there has been a steady expansion in the welding industry in India, resulting in substantial increase in the requirement of welding consumables and equipment. Current Indian market for all welding consumables, machines and systems, may be estimated at Rupees 70 Billion per year and weld metal requirements at about 3,50,000 tonnes indicating all-round growth and robust status of the industry. Yet other encouraging figures relate to year-wise demand for finished steel during the period 2011-2017 i.e. the 12th plan of the Govt.of India. Projected demand for the year 2016-2017 is at a healthy figure of 113 M.T. as against 77.3 M.T. in 2012-13. This gets converted in to more than 5,00,000 tonnes of weld metal, enlarging the size of India’s welding market by about 50% in the period 2012 to 2017. The quantum of welding expressed in terms of deposited weld metal estimated at 5,00,000 tonnes per year by 2017, represents a high level of welding activity which has to be considered in terms of WELDING CONSUMABLES – Current status & future trends and needs.
Per capita consumption of finished steel (Kg)
| Sr. No. |
Country |
2005 |
2006 |
2007 |
2008 |
2009 |
2012 |
2013 |
| 1 | China | 266.0 | 287.4 | 319.6 | 326.9 | 409.4 | 487.6 | 515.1 |
| 2. | S. Korea | 981.6 | 1042.6 | 1144.1 | 1210.7 | 936.1 | — | — |
| 3. | Japan | 601.6 | 619.5 | 637.0 | 612.1 | 415.6 | — | — |
| 4. | USA | 356.5 | 400.9 | 358.5 | 323.6 | 192.7 | — | — |
| 5. | Russia | 204.9 | 245.8 | 285.6 | 251.7 | 178.1 | — | — |
| 6. | Ukraine | 118.4 | 142.5 | 173.9 | 149.5 | 86.6 | — | — |
| 7. | Germany | 427.7 | 475.6 | 518.4 | 514.3 | 342.7 | — | — |
| 8. | India | 36.6 | 41.2 | 45.8 | 45.1 | 47.8 | 57.5 | 57.8 |
| 9. | World (Avg.) | 173.9 | 188.0 | 199.4 | 194.4 | 181.0 | 225.2 |
TABLE- 2.
Per Capita consumption in India has gone up from 36.6 Kgs. in 2005 to 57.8
Kgs in 2013.
III. Requirement of process-wise consumables
This is indicated process-wise and period-wise in terms of weld metal required (tonnes) in Table-3.
Weld Metal Required In Tonnes:
| 1989 -1990 | 1997 -1998 | 2002 -2003 | 2005 -2006 | 2010 -2011 | 2019 -2020 | |
| SMAW | 62,000 | 90,000 | 1,10,000 | 1,55,000 | 1,95,000 | 2,75,000 |
| SAW / ESW | 5,000 | 5,000 | 6,000 | 10,000 | 15,000 | 25,000 |
| MIG MAG TIG | 9,000 | 15,000 | 34,000 | 55,000 | 90,000 | 2,00,000 |
| TOTAL | 76,000 | 1,10,000 | 1,50,000 | 2,20,000 | 3,00,000 | 5,00,000 |
| SHARE OF SMAW | 81 – 82% | 81 – 82% | 73% | 70% | 60 – 65% | 55% |
| SHARE OF GMAW | 10 – 12% | 12 – 15% | 20 – 23% | 23 – 25% | 30% | 40% |
(Table-3).
III. (A) Fast changing scenario in welding process application – Shift from SMAW to GMAW
SMAW accounts for about 60% of the total arc welding in India, even today. However, significant & commendable rise in use of GMAW from hardly 5.0% to the current level of 30% in the last 30 years, calls for due recognition through priority in this presentation, more so, because GMAW process will continue to advance at accelerating speed in applications in India. This will be propelled by R & D work in welding power sources, consumables, and to some extent gas mixtures.
The changing pattern of process-wise weld metal requirement is projected in Table-3. As is evident, a progressive shift from SMAW to GMAW has taken place in using arc welding as indicated in Table-3.
III. (B) Gas Metal Arc Welding (GMAW)
In Japan, 75% is GMAW with 1/3rd of it being FCAW. While in the area of SMAW, progress in welding consumables can be considered independent of power sources, it becomes necessary to consider together both in GMAW because of the rapid improvements in functioning of power sources. Progressive changes in power sources facilitate improvements in terms of both productivity and quality. Thus, pulsed current GMAW has widened the scope of applications of GMAW into several critical areas. Furthermore, shielding gas has to be given due attention.
III. (C) Influence of Shielding Gases and Power Sources in enhancing the overall performance of GMAW consumables
In assessing this class of consumables – solid wire, flux cored wire and metal cored wire in GMAW, the contribution of shielding gases and power sources needs to be acknowledged because all the three are linked in the overall performance in terms of quality, productivity and cost effectiveness. As rapid advancements in the technology of power sources continues with the introduction of a number of innovations, almost from year to year, and hence demands attention as a part and highly specialized field calling for due consideration. Members present in this assembly will have an opportunity of separate presentation on the group of power sources from the veteran Mr. A.C. Lahiri.
In so far as shielding gas is concerned, it has to be looked upon as a consumable which has been playing a significant role in advancement of GMAW and hence deserves to be considered in this presentation on the topic. In improving the quality and productivity one needs to look at the option available in deciding on initial selection of shielding gas, or a changeover to another mixture. Formulation of AWS A 5.32 – 97 has facilitated the task of user industry as well as manufacturers of filler metals for GMAW, who state the relevant classification of shielding gas in the product literature.
In many cases they furnish properties with two different gases/mixtures such as 100% CO2 and 80 Ar-20CO2.
Today, leading gas producers look for anything beyond this standard for developing a mixture to suit specific application of large user industry through continuous cooperation between the two. In looking at this issue of shielding gas – cost Vs. results, one has to bear in mind that the cost of shielding gas constitutes only 3% of the total welding cost. Thus, the pattern in the USA is likely to be as shown in Table.
Cost of inputs for Welding (%)
| Carbon Steel | Stainless Steel |
||
| Wire | 18% | 53% | |
| Labour | 77% | 43% | |
| Power | 2% | 1% | |
| Shielding Gas | 3% | 3% |
In working out the economics and final selection of gas, it has to be noted that one tonne of filler wire consumes about half a tonne of shielding gas. This being so, selection of appropriate gas has to take into account the following factors:
- Availability,
- Cost of CO2
- Cost of Argon
- Cost of ready mixed gas (Ar + CO2) or Ar + CO2 + O2)
- Possibility of mixing in required proportion (80-20, 85-15, 90-10 or 80-18-2 O2) after procuring individual gases.
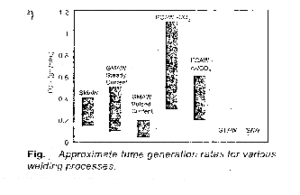
In short, the component which forms only 3% of the cost of welding operation, can significantly influence the final cost & holds the key to substantial saving through judicious selection based on systematic study by a welding technician. In doing so, the new aspect which calls for due attention is the level of fume generation which necessitates changes in shielding gas, such as from 100% CO2 to Argon CO2 mixture in solid wire and FCAW (See Fig.1).
Today, Indian gas producers are successfully meeting the industry’s growing requirement. The self-reliance and self-sufficiency thus achieved are a matter of satisfaction for all concerned.
To be continued in Part-II (Aug-Sept Issue) …



{kind=link}